СВЕДЕНИЯ О ДОКУМЕНТЕ
Источник публикации
М.: Стандартинформ, 2019
Примечание к документу
В соответствии с
Приказом
Росстандарта от 19.09.2019 N 720-ст данный документ
вводился
в действие с 01.02.2020. В соответствии с изменениями, внесенными Приказами Росстандарта от 27.01.2020
N 15-ст
, 28.07.2020
N 422-ст
, срок введения в действие данного документа перенесен на 01.01.2022.
Название документа
"ГОСТ Р 58540-2019. Национальный стандарт Российской Федерации. Техника пожарная. Рукава пожарные напорные полужесткие. Общие технические требования. Методы испытаний"
(утв. и введен в действие Приказом Росстандарта от 19.09.2019 N 720-ст)
"ГОСТ Р 58540-2019. Национальный стандарт Российской Федерации. Техника пожарная. Рукава пожарные напорные полужесткие. Общие технические требования. Методы испытаний"
(утв. и введен в действие Приказом Росстандарта от 19.09.2019 N 720-ст)
Приказом
Федерального
агентства по техническому
регулированию и метрологии
от 19 сентября 2019 г. N 720-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТЕХНИКА ПОЖАРНАЯ
РУКАВА ПОЖАРНЫЕ НАПОРНЫЕ ПОЛУЖЕСТКИЕ
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ.
МЕТОДЫ ИСПЫТАНИЙ
Fire equipment. Fire semi-rigid hoses.
General technical requirements. Test methods
(EN 1947:2002+A1:2007, NEQ)
(EN 694:2001+A1:2007, NEQ)
ГОСТ Р 58540-2019
ОКС
13.220.01
ОКП
48 5480
,
48 5484
|
Приказом
Росстандарта от 28.07.2020 N 422-ст дата введения в действие перенесена на 01.01.2022.
|
Дата введения
1 февраля 2020 года
1 РАЗРАБОТАН Федеральным государственным бюджетным учреждением "Всероссийский ордена "Знак Почета" научно-исследовательский институт противопожарной обороны" Министерства Российской Федерации по делам гражданской обороны, чрезвычайным ситуациям и ликвидации последствий стихийных бедствий (ФГБУ ВНИИПО МЧС России)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 274 "Пожарная безопасность"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ
Приказом
Федерального агентства по техническому регулированию и метрологии от 19 сентября 2019 г. N 720-ст
4 В настоящем стандарте учтены основные нормативные положения следующих европейских стандартов:
- ЕН 1947:2002+А1:2007 "Рукава пожарные напорные полужесткие. Рукава пожарные в сборе для насосов и пожарных автомобилей" (EN 1947:2002+A1:2007 "Fire-fighting hoses - Semi-rigid delivery hoses and hose assemblies for pumps and vehicles", NEQ);
- ЕН 694:2001+А1:2007 "Противопожарные рукава. Полужесткие рукава для стационарных систем" (EN 694:2001+A1:2007 "Fire-fighting hoses - Semi-rigid hoses for fixed systems", NEQ)
5 ВВЕДЕН ВПЕРВЫЕ
6 Федеральное агентство по техническому регулированию и метрологии не несет ответственности за патентную чистоту настоящего стандарта. Патентообладатель может заявить о своих правах и направить в национальный орган по стандартизации аргументированное предложение о внесении в настоящий стандарт поправки для указания информации о наличии в стандарте объектов патентного права и патентообладателе
Правила применения настоящего стандарта установлены в
статье 26
Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок
-
в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования
-
на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (
www.gost.ru
)
1.1 Настоящий стандарт распространяется на полужесткие напорные пожарные рукава, которые являются частью конструкции рукавных катушек с полужестким напорным пожарным рукавом и применяются на пожарных машинах и в стационарных системах пожаротушения зданий и сооружений с внутренним противопожарным водопроводом для прокладки рукавной линии под давлением и транспортирования огнетушащих веществ к месту пожара.
1.2 Настоящий стандарт устанавливает технические требования и методы испытаний для полужестких напорных пожарных рукавов, которые обеспечивают выполнение требований пожарной безопасности.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.601
Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 15.309
Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 27.002-2015
Надежность в технике. Термины и определения
ГОСТ 166
Штангенциркули. Технические условия
ГОСТ 427
Линейки измерительные металлические. Технические условия
ГОСТ 2405
Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры, тягонапоромеры. Общие технические условия
ГОСТ 5378
Угломеры с нониусом. Технические условия
ГОСТ 6357
Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ 6507
Микрометры. Технические условия
ГОСТ 7502
Рулетки измерительные металлические. Технические условия
ГОСТ 13344
Шкурка шлифовальная тканевая водостойкая. Технические условия
ГОСТ 15150
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16504
Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 25346
Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений
ГОСТ 28338
Соединения трубопроводов и арматура. Проходы условные (размеры номинальные). Ряды
ГОСТ ISO 4671 Рукава резиновые или пластиковые и рукава в сборе. Методы измерения размеров рукавов и длин рукавов в сборе
ГОСТ Р 15.201
Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р 53228
Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если изменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
В настоящем стандарте применены термины по
ГОСТ 28338
и
ГОСТ 16504
, а также следующие термины с соответствующими определениями:
3.1
напорный пожарный рукав:
Гибкий трубопровод, предназначенный для транспортирования огнетушащих веществ под избыточным давлением.
3.2
полужесткий напорный пожарный рукав:
Рукав, который сохраняет круглую форму в поперечном сечении без избыточного давления.
3.3
рукавная катушка с полужестким напорным пожарным рукавом:
Устройство, обеспечивающее прокладку рукавной линии под давлением и состоящее из запорного устройства, барабана и намотанного на него полужесткого напорного пожарного рукава с ручным пожарным стволом или распылителем. Полужесткий пожарный рукав присоединен к узлу катушки, который обеспечивает герметичность под давлением при вращении барабана катушки.
3.4
каркас рукава:
Текстильная основа рукава, обеспечивающая его прочностные характеристики при воздействии избыточного давления.
3.5
внутреннее гидроизоляционное покрытие рукава:
Слой из водонепроницаемого материала на внутренней поверхности каркаса.
3.6
рабочее давление p
р
: Наибольшее избыточное давление огнетушащих веществ, при котором изделие сохраняет свою работоспособность в пределах назначенного предприятием-изготовителем срока службы при заданном режиме эксплуатации.
3.7
|
назначенный срок службы:
Календарная продолжительность, при достижении которой эксплуатация объекта может быть продолжена только после принятия решения о возможности продления данного показателя.
Примечание - Данный показатель не является показателем надежности.
[ГОСТ 27.002-2015,
статья 3.3.12
]
|
3.8
работоспособность:
Состояние рукава, при котором возможно его использование по назначению.
3.9
разрывное давление:
Давление, при котором происходит разрушение рукава.
Рукавные катушки с полужестким напорным пожарным рукавом (далее - рукавные катушки) предназначены для быстрого развертывания рабочей рукавной линии, находящейся под давлением.
Полужесткий напорный пожарный рукав должен размещаться на рукавной катушке наматыванием на ее барабан ровными рядами и обеспечивать разматывание его в рукавную линию без образования перегибов, колец, без слипания между рядами укладки.
Рукавные катушки должны обеспечивать необходимые напоры на пожаротушение в соответствии с таблицей 1.
Таблица 1
|
Область применения рукавной катушки
|
Обозначение
|
Рабочее давление, МПа
|
|
Рукавные катушки нормального давления для пожарных машин
|
КРНД160
|
от 1,0 до 1,6
|
|
Рукавная катушка высокого давления для пожарных машин
|
КРВД
|
от 1,6 до 4,0
|
|
Рукавная катушка малого давления для стационарных систем пожаротушения зданий и сооружений с внутренним противопожарным водопроводом
|
КРМД
|
от 0,7 до 1,2
|
5.1 Полужесткие напорные пожарные рукава подразделяются в зависимости от области применения и рабочего давления в соответствии с таблицей 2.
Таблица 2
|
Область применения
|
Рабочее давление, МПа
|
|
Полужесткие напорные пожарные рукава нормального давления (РНД) для пожарных машин (ПМ)
|
от 1,0 до 1,6
|
|
Полужесткие напорные пожарные рукава высокого давления (РВД) для пожарных машин
|
от 1,6 до 4,0
|
|
Полужесткие напорные пожарные рукава малого давления (РМД) для стационарных систем пожаротушения зданий и сооружений с внутренним противопожарным водопроводом (ВПВ)
|
от 0,7 до 1,2
|
5.2 Классификация по типу (конструкция рукава)
Полужесткие напорные пожарные рукава для пожарных машин разделены в зависимости от технологии изготовления на три типа:
Полужесткие напорные пожарные рукава типа A должны состоять из:
1) бесшовной внутренней оболочки;
2) текстильного армирования, с жесткой спиралью или без нее;
3) наружного покрытия.
Рукава типа B должны состоять из:
1) бесшовной внутренней оболочки;
2) круглотканого текстильного армирования, подкрепленного жесткой внутренней спиралью;
3) быть без наружного покрытия.
Полужесткие напорные пожарные рукава типа C должны состоять из:
1) бесшовной внутренней оболочки;
2) других вариантов усиления конструкции;
3) наружного покрытия.
Полужесткие напорные пожарные рукава для стационарных систем пожаротушения зданий и сооружений подразделяются на типы A и B.
5.3 Классификация по классам (материалы внутреннего и наружного покрытия)
Из-за применения различных материалов в конструкции полужесткого напорного пожарного рукава и наличия наружных оболочек рукава разделяют на шесть классов в соответствии с таблицей 3.
Таблица 3
|
Класс
|
Материал внутреннего слоя
|
Материалы поверхностного слоя
|
|
1
|
Резина
|
Резина
|
|
2
|
Полимер
|
Полимер
|
|
3
|
Резина
|
Полимер
|
|
4
|
Полимер
|
Резина
|
|
5
|
Резина
|
Без наружного покрытия
|
|
6
|
Полимер
|
Без наружного покрытия
|
5.4 Примеры условного обозначения
5.4.1 Полужесткий напорный пожарный рукав для пожарных машин нормального давления, типа A, класс 1, с условным проходом 32, на рабочее давление 1,6 МПа, климатического исполнения У1: РНД A1-32-1,6-У1.
5.4.2 Полужесткий напорный пожарный рукав для стационарных систем пожаротушения зданий и сооружений с внутренним противопожарным водопроводом, типа B, класс 6, с условным проходом 25, на рабочее давление 1,0 МПа, климатического исполнения УХЛ4: РМД B6-25-1,0-УХЛ4.
6.1 Полужесткие напорные пожарные рукава (далее - рукава) с соединительной арматурой или без нее должны соответствовать требованиям настоящего стандарта.
Рукава с соединительной арматурой или без нее должны изготавливаться по нормативному документу (НД), соответствующему настоящему стандарту.
6.2 Номинальный диаметр (DN) соединительной арматуры должен соответствовать номинальному диаметру (DN) рукава. Рабочее давление соединительной арматуры должно быть не меньше рабочего давления рукава.
Размеры соединительной арматуры рукава должны соответствовать
таблице 4
. Обозначения размеров соединительной арматуры приведены на рисунке 1. Рисунок 1 не определяет конструкцию.
Рисунок 1 - Обозначения размеров соединительной арматуры
|
DN
|
G
|
D,
мм
|
d,
мм, не менее
|
|
15
|
G 1/2"
|
12
|
8
|
|
20
|
G 3/4"
|
20
|
16
|
|
25
|
G 1"
|
25
|
20
|
|
32
|
G 1 1/4"
|
32
|
26
|
|
Примечание - G - обозначение правой трубной цилиндрической резьбы по
ГОСТ 6357
.
|
|||
Размеры
L
в соответствии с требованиями нормативной документации на соединения муфтовых и цапковых концов.
Размеры
D
и
l
должны обеспечивать герметичное крепление рукава с соединительной арматурой (см.
6.10
).
6.4 Внутренний диаметр рукава для пожарных машин и его предельные отклонения должны соответствовать таблице 5.
Таблица 5
|
Номинальный диаметр, DN
|
Внутренний диаметр рукава, мм
|
|
|
Номин.
|
Пред. откл.
|
|
|
15
|
12
|
+0,6
|
|
20
|
19
|
+0,9
|
|
25
|
25
|
+1,2
|
|
32
|
33
|
+1,6
|
Внутренний диаметр рукава для стационарных систем пожаротушения и его предельные отклонения должны соответствовать таблице 6.
Таблица 6
|
Номинальный диаметр, DN
|
Внутренний диаметр рукава, мм
|
|
|
Номин.
|
Пред. откл.
|
|
|
20
|
19
|
+1,0
-0,5
|
|
25
|
25
|
+/- 1,0
|
|
32
|
33
|
+1,5
-1,0
|
6.5 Общая длина рукава с соединительной арматурой или без нее должна соответствовать требованиям НД или требованиям заказчика. Допуски по длине должны быть в пределах +/- 1%.
Рукава типов A и C: 1,5 мм;
Рукава типа B: 0,4 мм.
Минимальная толщина внутреннего слоя рукавов 5-го и 6-го классов должна быть не менее 0,30 мм.
|
Номинальный диаметр, DN
|
Внутренний диаметр, мм
|
Масса рукава, тип A и тип C, кг, не более
|
Масса рукава, тип B, кг, не более
|
|
15
|
12
|
0,30
|
-
|
|
20
|
19
|
0,75
|
0,25
|
|
25
|
25
|
0,90
|
0,35
|
|
32
|
33
|
1,0
|
0,50
|
6.8 Относительное увеличение диаметра и относительное удлинение рукава при рабочем давлении должны соответствовать значениям, приведенным в таблице 8.
|
Область применения
|
Типы
|
Относительное увеличение диаметра, %, не более
|
Относительное удлинение, %, не более
|
|
ПМ
|
A, B, C
|
7,5
|
7,5
|
|
ВПВ
|
A
|
7,5
|
7,5
|
|
ВПВ
|
B
|
5
|
5
|
Рукава типов A и C могут иметь кручение до 30°·м
-1
. Кручение рукава типа B может превышать 30°·м
-1
, но в этом случае разрешается кручение только в направлении завертывания резьбы соединительной арматуры, что должно быть указано в протоколе испытания.
6.10 Рукава РНД и РМД должны быть герметичными при испытательном давлении, превышающем в 2 раза рабочее давление.
Рукава РВД типов A и B должны быть герметичными при испытательном давлении, превышающем в 1,5 раза рабочее давление. Рукава РВД типа C должны быть герметичными при испытательном давлении, превышающем в 2 раза рабочее давление.
6.12 Адгезия между всеми слоями рукавов типа A должна быть не менее 1,5 кН/м, типа B - не менее 1,0 кН/м и типа C - не менее 2,0 кН/м.
6.13 Рукава с внутренними диаметрами 12 мм, 19 мм и 25 мм должны наматываться на барабан рукавной катушки диаметром 200 мм и более. Рукава с внутренним диаметром 33 мм должны наматываться на барабан диаметром 280 мм и более.
Таблица 9
|
Обозначение
|
Тип
|
Класс
|
Термостойкость при контакте со стержнем, с, не менее
|
||
|
температура наружной поверхности стержня 200 °C
|
температура наружной поверхности стержня 300 °C
|
температура наружной поверхности стержня 400 °C
|
|||
|
ПМ
|
А, Б
|
5, 6
|
-
|
60
|
-
|
|
С
|
1, 2, 3, 4
|
-
|
-
|
60
|
|
|
ВПВ
|
А, Б
|
1 - 6
|
60
|
-
|
-
|
6.16 Стойкость рукавов к истиранию должна соответствовать значениям, приведенным в таблице 10.
|
Область применения
|
Класс
|
Стойкость к истиранию, циклов, не менее
|
|
ПМ
|
5, 6
|
50
|
|
1, 2, 3, 4
|
200
|
|
|
ВПВ
|
1 - 6
|
20
|
6.17 Климатическое исполнение рукавов по
ГОСТ 15150
с соответствующими температурами окружающего воздуха при их эксплуатации, транспортировании и хранении должно соответствовать таблице 11.
Таблица 11
|
Климатическое исполнение рукава
|
Рабочая температура при эксплуатации, °C
|
Температура транспортирования и хранения, °C
|
||
|
Нижняя
|
Верхняя
|
Нижняя
|
Верхняя
|
|
|
ТУ1
|
Минус 30
|
40
|
Минус 40
|
50
|
|
У1
|
Минус 45
|
Минус 50
|
||
|
УХЛ1
|
Минус 60
|
Минус 60
|
||
Для рукавов ВПВ нижний предел рабочих температур не устанавливают. Климатическое исполнение - только по условиям транспортирования и хранения.
6.18 После ускоренного старения в течение 7 дней при температуре (70 +/- 1) °C показатель разрывного давления должен быть не более чем на 25% ниже требования
6.11
, и адгезия должна соответствовать
6.12
.
6.19 Потеря массы материалов внутреннего и внешнего слоя рукава при нагревании должна быть не более 4%.
6.20 Назначенный срок службы - не менее 5 лет. Срок и условия хранения устанавливаются технической документацией на конкретное изделие.
В комплект поставки должны входить:
- рукав;
- паспорт по
ГОСТ 2.601
.
Рукава типа B с обоих концов на расстоянии не более 0,5 м от обоих концов и рукава типов A и C по всей длине с интервалом не менее 2 м должны иметь маркировку, которая должна содержать следующую информацию:
- название или торговая марка изготовителя;
- номер и год принятия стандарта, по которому произведен рукав;
- категория рукава;
- тип, класс;
- внутренний диаметр в миллиметрах;
- рабочее давление в мегапаскалях;
- квартал и год или месяц и год изготовления;
- климатическое исполнение.
Маркировка должна быть выполнена способом, обеспечивающим четкость и сохранность надписей в течение всего срока эксплуатации.
Рукава поставляют в бухтах. Намотка рукава должна быть ровной, без выступающих кромок отдельных витков. Наружный конец рукава в скатке закрепляют перевязочным материалом, исключающим возможность механического повреждения рукава.
Рукава следует упаковывать в полиэтиленовую пленку или заворачивать в упаковочную ткань или другой упаковочный материал, обеспечивающий сохранность рукавов при транспортировании и хранении. Масса упаковочной единицы для ручной переноски должна быть не более 30 кг.
По согласованию с потребителем рукава допускается поставлять без упаковки.
7.1 Для контроля качества рукавов в процессе разработки и производства проводят следующие испытания:
- предварительные;
- приемочные;
- квалификационные;
- приемо-сдаточные;
- периодические;
- типовые.
7.2 Правила приемки - в соответствии с
ГОСТ 15.309
.
7.3 При приемо-сдаточных испытаниях рукава принимают партиями. Партией считают рукава одного условного прохода, изготовленные в течение определенного интервала времени по одной и той же технологической документации, сопровождаемые одним документом о качестве. Количество рукавов в партии устанавливают в НД изготовителей.
Приемо-сдаточные испытания рукавов проводят по показателям, приведенным в таблице 12.
Таблица 12
|
Наименование показателя
|
Номер пункта
|
|
|
технических требований
|
методов испытаний
|
|
|
Внутренний диаметр
|
||
|
Длина
|
||
|
Герметичность
|
||
|
Комплектность
|
||
|
Маркировка
|
||
|
Упаковка
|
||
Приемо-сдаточные испытания следует проводить не ранее чем через 24 ч после изготовления рукавов.
7.4 Периодические испытания проводят по показателям, приведенным в таблице 13, на рукавах, прошедших приемо-сдаточные испытания. Периодичность проведения испытаний по каждому показателю определена в конструкторской документации в зависимости от способности технологического оборудования обеспечивать технические характеристики выпускаемой продукции.
Таблица 13
|
Наименование показателя
|
Номер пункта
|
|
|
технических требований
|
методов испытаний
|
|
|
Отклонение концентричности и толщина внутреннего слоя
|
||
|
Масса
|
||
|
Относительное увеличение диаметра и относительное удлинение рукава
|
||
|
Продольный изгиб под давлением
|
||
|
Адгезия
|
||
|
Наматывание рукава на барабан рукавной катушки
|
||
|
Стойкость к деформации сжатия
|
||
7.5 Типовые испытания проводят при изменении конструкции рукава, технологии изготовления или замене сырья и покупных полуфабрикатов, изделий. Испытания проводят по программе и методике испытаний в соответствии с
ГОСТ 15.309-98
. Количество образцов рукавов для испытаний определяют в соответствии с программой и методикой типовых испытаний.
7.6 Предварительные, приемочные и квалификационные испытания проводят в соответствии с
ГОСТ Р 15.201
.
Предварительные, приемочные, квалификационные испытания проводят по всем пунктам технических требований настоящего стандарта.
Испытание на старение, см.
6.18
, при квалификационных испытаниях не проводится.
7.7 Эксплуатационные испытания проводят на стадии постановки рукавов на производство по программе и методике, согласованным и утвержденным в порядке, установленном в
ГОСТ Р 15.201
.
8.1 Условия проведения испытаний
Все испытания проводят в нормальных климатических условиях по
ГОСТ 15150
:
- температура от 15 °C до 35 °C;
- относительная влажность воздуха от 45% до 80%;
- атмосферное давление от 84,0 до 106,7 кПа.
При проведении испытаний используют средства измерений, обеспечивающие необходимую точность измерений, поверенные в установленном порядке.
На испытания должно быть представлено не менее трех образцов рукавов.
Внутренний диаметр рукава без соединительной арматуры измеряют ступенчатым и конусными металлическими калибрами. Пример ступенчатого калибра для измерения внутреннего диаметра рукава 12 мм приведен на рисунке 2.
Рисунок 2 - Ступенчатый калибр
Диаметр ступеней калибра изменяется на 0,1 мм. Ширина ступени калибра
L
должна быть не менее 10 мм. Количество ступеней следует определять так, чтобы обеспечивалось измерение внутренних диаметров, имеющих отклонение от нормативного требования, которые должны дополнительно иметь не менее двух ступеней от верхнего и нижнего нормативного диапазона измерений. Для удобства измерений на каждой ступени наносится ее размер.
Допуск на диаметры ступенек должен быть h9 по
ГОСТ 25346
. Размер ступеней контролируется микрометрами по
ГОСТ 6507
или другими средствами измерений, обеспечивающими данную точность.
Рукав натягивают на калибр усилием от руки без упора. Диаметр считают равным максимальному размеру ступени, на которую он натянут полностью.
Результат испытаний считают положительным, если все представленные на испытания рукава соответствуют требованию
6.4
.
Рукав укладывают прямолинейно на ровной горизонтальной поверхности. Длину рукава измеряют рулеткой по
ГОСТ 7502
с ценой деления не более 0,1 м. Допускается проводить испытание с использованием других средств измерений. Результат испытаний считают положительным, если все представленные на испытания рукава соответствуют требованиям по длине, установленным в НД или заказчиком.
8.4 Методы определения отклонения концентричности толщины стенки и толщины внутреннего гидроизоляционного слоя
Концентричность представляет собой разность между максимальным и минимальным значениями внутреннего и наружного диаметров рукава или разность между максимальным и минимальным значениями внутреннего диаметра и диаметра по армирующему слою.
Для оценки концентричности измеряют толщины стенок образца рукава без соединительной арматуры по окружности, делают четыре измерения с интервалом 90°. За толщину стенки принимают половину разности между наружным и внутренним диаметрами.
Для измерения используют штангенциркуль с нониусом, обеспечивая минимальную погрешность за счет кривизны. На конце образца рукава регистрируют по окружности четыре показания с интервалом 90°. После этого вычисляют разность между толщинами стенок, находящимися друг против друга. Наибольший результат, полученный при вычислении, не должен превышать нормативное значение
6.6
.
Толщину внутреннего слоя рукавов 5-го и 6-го классов определяют при помощи микроскопа не менее чем с 20-кратным увеличением, откалиброванного по поверенным средствам измерений. Погрешность измерения должна быть не более (+/- 0,02) мм. Толщину измеряют на срезе образца рукава. Для этого от рукава отрезают произвольно на любых концах образец длиной 25 мм. Толщину внутреннего слоя образца рукава измеряют по окружности 4 раза с интервалом 90°. Толщина внутреннего слоя рукава во всех измеренных местах по окружности должна удовлетворять требованиям
6.6
.
При проведении испытаний по данным показателям допускается использовать методы, приведенные в ГОСТ ISO 4671.
Рукав без соединительной арматуры взвешивают на весах по
ГОСТ Р 53228
. Погрешность взвешивания не должна быть более +/- 0,1 кг. Измеряют длину рукава так же, как в
7.4
. Длину образцов измеряют рулеткой по
ГОСТ 7502
или линейкой по
ГОСТ 427
. Погрешность измерения длины не должна быть более 0,1 м. Массу 1 м рукава определяют как частное от деления массы рукава в скатке на его длину. Результат испытаний считают положительным, если значение массы не превышает значений
таблицы 7
.
Рукав раскатывают на всю длину и один его конец присоединяют к насосу. Другой конец рукава присоединяют к запорной арматуре для выпуска воздуха. Рукав наполняют водой до полного удаления воздуха, давление в нем поднимают до 0,1 + 0,01 МПа. Давление измеряют манометром по
ГОСТ 2405
с погрешностью измерения не более 0,006 МПа. При этом давлении на рукаве отмечают контрольными метками три участка (в начале, середине и в конце) исходной длины
L
0
, равной (1000 +/- 1) мм, и измеряют с погрешностью не более 0,1 мм наружный диаметр рукава
D
0
в произвольно отмеченных местах точкой на каждом участке. Давление в рукаве поднимают до величины рабочего с отклонением не более (+0,1) МПа и выдерживают в течение времени от 2 до 3 мин. Давление измеряют манометром с погрешностью измерения более 0,06 МПа. При этом давлении измеряют длину каждого отмеченного участка
L
и наружный диаметр
D
на отмеченных точкой местах. Погрешность измерения длины
L
не должна быть более 1 мм на каждом контрольном участке. Погрешность измерения наружного диаметра
D
не должна быть более 0,1 мм. Размеры
L
0
,
L
измеряют при помощи рулетки по
ГОСТ 7502
. Размеры
D
0
,
D
измеряют при помощи штангенциркуля по
ГОСТ 166
.
Относительное удлинение
 для каждого участка вычисляют по формуле
для каждого участка вычисляют по формуле
 (1)
(1)
где
L
0
- исходная длина, мм;
L
- длина при рабочем давлении, мм.
Относительное увеличение диаметра
 для каждого участка вычисляют по формуле
для каждого участка вычисляют по формуле
 (2)
(2)
где
D
0
- исходный диаметр, мм;
D
- диаметр при рабочем давлении, мм.
За относительное удлинение рукава и увеличение диаметра принимают среднеарифметическое показателей, полученных на трех участках.
Результат испытаний считают положительным, если среднеарифметическое относительного удлинения и относительного увеличения диаметра не превышает значений
таблицы 8
.
Кручение рукава определяют подсчетом количества оборотов конца рукава, где находится арматура для выпуска воздуха, и сравнением этого количества с нормативным. Нормативное количество оборотов рукава определяют умножением 30°/м на длину рукава, представленного на испытания. Неполный оборот определяют с помощью угломера по
ГОСТ 5378
.
Количество оборотов рукава, определенное при испытании, должно быть не менее нормативного.
С помощью этой процедуры испытаний образец рукава изгибается под давлением и проверяется на герметичность или повреждения. От рукава отрезают образец длиной 2 м и присоединяют к насосу. Образец рукава заполняется водой и из него удаляется воздух. Затем один конец образца рукава надежно закрепляется. Создается давление 0,07 МПа в испытательном образце и поддерживается до тех пор, пока он сгибается приблизительно в середине длины на 180°, при этом другой свободный конец рукава прижимается как можно ближе к неподвижному концу и закрепляется таким образом, что образуется резкий излом. Крепление образца рукава должно обеспечивать поперечное расширение образца.
Давление в образце увеличивается до значения рабочего давления в течение 60 с. Давление поддерживают в течение 1 мин. Образец исследуется на наличие признаков нарушения герметичности и повреждений. Образец считается выдержавшим испытания, если не выявлено нарушения герметичности и повреждений.
Рукав с соединительной арматурой или без нее раскатывают на всю длину и один его конец присоединяют к насосу. Другой конец рукава присоединяют к запорной арматуре для выпуска воздуха. Рукав медленно наполняют водой до полного удаления воздуха. Давление плавно поднимают до значения испытательного давления, определенного относительно рабочего в соответствии с
6.10
, и выдерживают при этом давлении в течение не менее 3 мин. Появление капель воды на наружной поверхности рукава с соединительной арматурой и в местах его соединения с ней, а также стягивание его с соединительной арматурой не допускается. Появление капель воды на наружной поверхности рукава без соединительной арматуры не допускается. Давление измеряют манометром по
ГОСТ 2405
с погрешностью не более 0,06 МПа. Время измеряют секундомером с погрешностью не более 0,2 с.
Результат испытаний считают положительным, если все представленные на испытания рукава выдерживают испытания.
8.9 Метод определения разрывного давления рукава
От рукава произвольно отрезают не менее трех образцов длиной (1,0 +/- 0,1) м. После заполнения образца рукава водой и удаления воздуха повышают давление со скоростью не более 0,3 МПа/с до разрушения образца и фиксируют максимальное значение давления. Если при испытании конец рукава вырывается из зажима, повторные испытания проводят на новом дополнительном образце рукава. Давление измеряют манометром по
ГОСТ 2405
с погрешностью не более 0,06 МПа. За разрывное давление рукава принимают наименьшее полученное значение по результатам испытаний трех образцов рукавов. Результат испытаний считают положительным, если наименьшее значение разрывного давления не ниже значения разрывного давления, определенного относительно рабочего давления в соответствии с
6.11
.
При испытании образцов рукавов на разрывное давление допускается повышать давление в образце рукава до минимального разрывного давления +0,1 МПа в соответствии с требованиями
6.11
и затем снижать до нуля. Результат испытаний считают положительным, если все образцы выдержали это давление без разрушений.
Рекомендация по испытанию описана в
[1]
.
Испытательный образец рукава должен быть длиной не менее 1 м. Для испытаний необходимо не менее двух образцов.
Наружный диаметр рукава
D
(в мм) определяется с помощью соответствующего измерительного прибора в соответствии с ГОСТ ISO 4671. Один конец испытуемого образца прикрепляется к штуцеру (рукава с внутренними диаметрами 12 мм, 19 мм и 25 мм) на жестком цилиндре с диаметром
d
= 200 мм и штуцеру (рукава с внутренним диаметром 33 мм на жестком цилиндре, имеющем диаметр
d
= 280 мм). Образец рукава наматывается вокруг цилиндра, 1,5 оборота (рисунок 3). Рукав не должен иметь никаких видимых признаков складок.
Рисунок 3
Свободный конец образца нагружается с силой
F
= 45 Н. Через 5 мин измеряют внешний диаметр рукава, при этом рукав должен быть обернут вокруг цилиндра. Определяют максимальный наружный диаметр
T.
Коэффициент рассчитывается как
T/D.
Коэффициент
T/D
при температуре окружающего воздуха (23 +/- 2) °C не должен превышать 1,20, и не должно быть видимых признаков перегиба по всей длине образца рукава.
При проведении испытания образец для испытания должен обеспечить свободное передвижение шара внутри рукава с диаметром, указанным в таблице 14.
|
Внутренний диаметр, мм
|
Наружный диаметр в состоянии обжатия (расстояние между плитами), мм
|
Диаметр шарика, мм
|
|
12
|
6
|
10
|
|
19
|
9,5
|
16
|
|
25
|
12,5
|
21
|
|
33
|
16
|
27
|
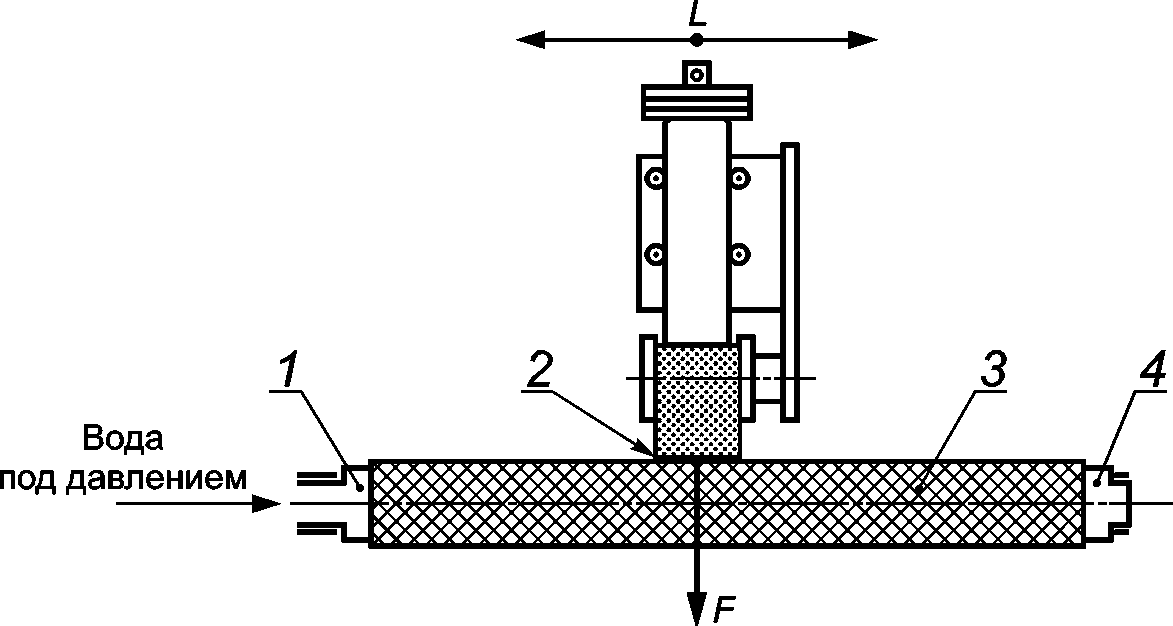
Испытательный образец должен быть длиной не менее 128 мм. Испытание не может проводиться в течение первых 24 ч после изготовления. Перед испытанием образцы для испытаний на срок не менее 16 ч при стандартной температуре и влажности кондиционируют в соответствии с требованиями для лабораторий (ГОСТ ISO 4671).
Примечание - Период кондиционирования 16 ч исключает промежуток 24 ч после его производства.
Испытательное оборудование:
Машина на сжатие со скоростью подачи (50 +/- 5) мм/мин и обеспечивающая необходимое усилие сжатия.
Две квадратные металлические пластины размерами 80 мм x 80 мм, толщиной, достаточной, чтобы выдержать приложенные силы без деформации, и с закругленными краями, чтобы не повредить рукав в ходе испытания.
Образец фиксируют между пластинами испытательной машины. Пластины располагают параллельно, так, чтобы центральная часть образца сжималась (рисунок 4).
1
- образец,
2
- пластины
Рисунок 4 - Вид сбоку образца рукава пластин испытательной
машины при проверке стойкости к деформации сжатия рукавов
Указанное в
6.14
сжатие (50 +/- 5) мм/мин применяется до тех пор, пока среднее расстояние между пластинами не будет соответствовать данным, указанным для наружного диаметра рукава в сжатом состоянии
(таблица 14)
. Прикладывается сила и измеряется деформация. Образец выдерживается под нагрузкой в течение (60 +/- 2) с.
Далее рукав освобождается и образец удаляется из машины. После (60 +/- 2) с образец представляет собой сферу с диаметром, указанным в
таблице 14
. В один конец образца вставляют шарик. Шарик должен свободно проходить через образец.
8.13 Метод проверки термостойкости
От рукава отрезают три образца произвольной длины, достаточной для закрепления на испытательном оборудовании. Перед испытаниями образцы выдерживают в нормальных условиях не менее 24 ч. Положение образца при испытании после удаления из него воздуха должно быть горизонтальное. Термостойкость рукава определяют при условиях, указанных в таблице 15.
|
Условие проведения испытаний
|
Значение параметра
|
|
Давление в рукаве, МПа
|
1,00 +/- 0,1
|
|
Температура наружной поверхности стержня в зависимости от типа и класса испытуемого рукава, °C
|
200 +/- 5
|
|
300 +/- 5
|
|
|
400 +/- 10
|
|
|
Усилие воздействия стержня на рукав в точке контакта, Н
|
4,0 +/- 0,1
|
Образец подключают к источнику гидравлического давления. Один конец образца рукава должен быть свободным и оборудован арматурой для выпуска воздуха. В образец подают давление и, используя гибкость образца, конец с арматурой для выпуска воздуха приподнимают и полностью удаляют воздух. После удаления воздуха образец возвращают в горизонтальное положение и устанавливают давление в соответствии с
таблицей 15
.
Температуру стержня измеряют в месте контакта его с образцом с использованием термоэлектрических преобразователей. Давление измеряют манометром по
ГОСТ 2405
с погрешностью измерения не более 0,06 МПа. Термостойкость рукава определяют по времени контакта с полым стержнем, изготовленным из кварцевого стекла с расположенным в нем электронагревательным элементом (см. рисунок 5), с образцом рукава до образования свища. Время измеряют секундомером с погрешностью не более 0,2 с.
1
- кварцевое стекло
Рисунок 5 - Стержень с электронагревательным элементом
Образец рукава помечается в четырех точках по окружности примерно каждые 90°. Калильный стержень отводится от образца, регулятор температуры включается, калильный стержень доводят до температуры испытания (см.
6.15
). Температура испытания должна поддерживаться в процессе испытаний. Калильный стержень прижимается к образцу напротив метки с усилием 4 Н. После 60 с калильный стержень отводится в сторону, а испытываемый образец исследуют на наличие утечек. Если утечка происходит менее чем за 60 с, то испытание прекращают и время записывают. Если не происходило утечки, испытание проводят на двух оставшихся образцах, убедившись, что контактная поверхность стержня чистая. Результат испытаний считается положительным, если все три образца выдержали испытание.
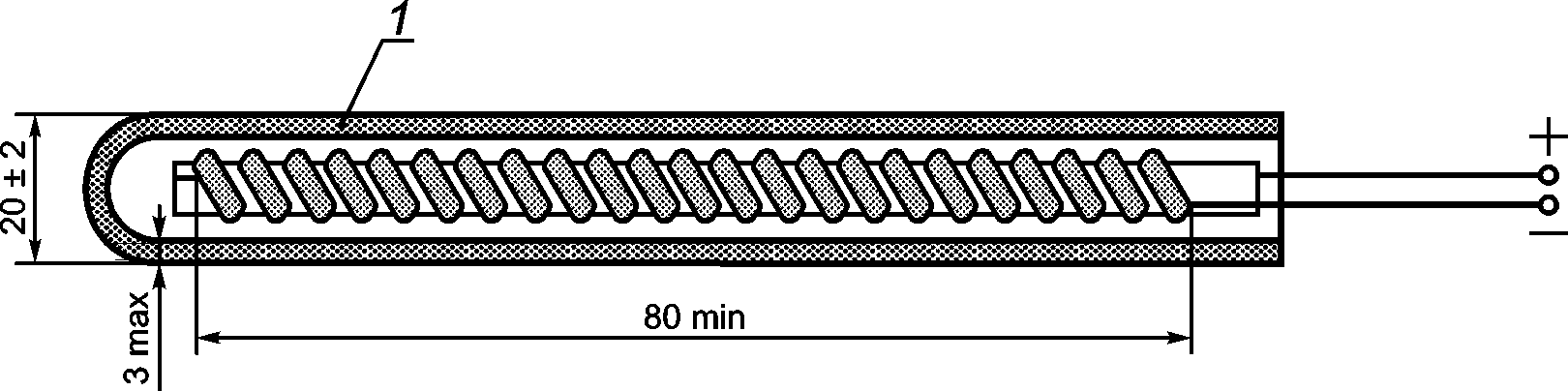
8.14 Метод проверки стойкости рукава к абразивному износу
Испытание проводят на оборудовании с техническими характеристиками, приведенными в таблице 16. Схема истирания приведена на
рисунках 6
,
7
.
|
Характеристика
|
Значение
|
|
Скорость вращения образца, мин
-1
|
30 +/- 3
|
|
Шлифовальная шкурка
|
14А8Н,
ГОСТ 13344
|
|
Ширина шкурки, мм
|
50 +/- 2
|
|
Скорость движения шкурки вдоль оси рукава, мм/с
|
20 +/- 2
|
|
Ход возвратно-поступательного движения шкурки вдоль оси рукава
L
, мм
|
80 +/- 2
|
|
Усилие прижатия шкурки к образцу рукава
F
, Н
|
75 +/- 5
|
|
Подача шкурки за один цикл, мм
|
4 +/- 1
|
|
Направления подачи шкурки и вращения рукава
|
Должны совпадать
|
|
Давление внутри образца рукава
p
, МПа
|
0,50 +/- 0,01
|
1
,
4
- штуцер;
2
- шкурка;
3
- рукав;
L
- ход шкурки;
F
- усилие прижатия шкурки
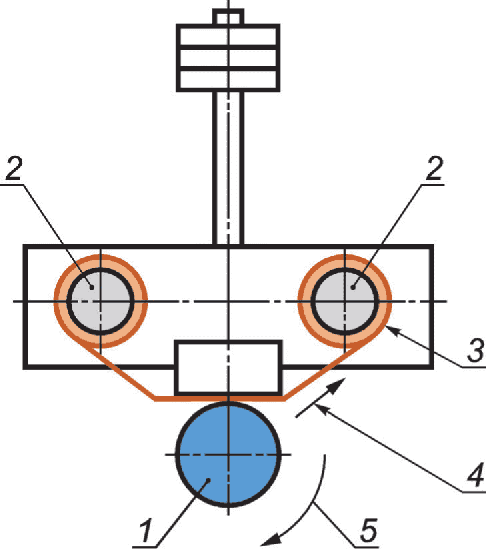
1
- рукав;
2
- ролики лентопротяжного механизма со шкуркой;
3
- шкурка;
4
- направление подачи шкурки;
5
- направление вращения образца рукава
От отобранного для испытаний рукава отрезают три образца. Длина образца должна быть достаточной для закрепления его в испытательном оборудовании.
Образец рукава герметично закрепляют на штуцерах и заполняют его водой. Создают внутри образца рукава давление согласно
таблице 16
и проводят истирание.
Число циклов истирания в соответствии с
таблицей 10
. Циклом считают одно (возвратно-поступательное) движение шкурки по рукаву. Число циклов регистрируют счетчиком. После установленного числа циклов истирания образец рукава испытывают на герметичность при рабочем давлении. Образец рукава заполняют водой и удаляют воздух, плавно повышают давление до рабочего. Давление измеряют манометром по
ГОСТ 2405
с погрешностью не более 0,06 МПа. Выдерживают при этом давлении в течение не менее 3 мин. Появление капель воды на наружной поверхности образца рукава не допускается. Рукав считают выдержавшим испытание, если три образца рукава выдержали испытание.
8.15 Метод проверки климатического исполнения рукава
Климатическое исполнение рукава проверяется при температуре проверки транспортирования и хранения.
Процедура испытания описана в (
[2]
, раздел 4); при выполнении которой используется оправка с внешним диаметром, равным 12 внутренним диаметрам рукава. Образцы рукава помещают в камеру и температуру в камере доводят до значения, указанного в
таблице 10
, в соответствии с климатическим исполнением рукава, после чего образцы выдерживают в камере не менее 1 ч. После выдержки образцы рукава в течение (10 +/- 2) с должны быть изогнуты вокруг оправки на угол 180°. Рукав не должен иметь никаких признаков трещин или разрывов. Рукав должен удовлетворять требованиям
6.10
в отношении испытательного давления.
8.16 Метод проверки рукава на искусственное старение
От рукава отрезают четыре образца длиной 1 м.
Примечание - Рекомендуется образцы отрезать в непосредственной близости от места на рукаве, где отрезаны образцы для разрывного давления и проверки адгезии.
Образцы выдерживают в течение (72 +/- 2) ч при температуре (70 +/- 1) °C в термостатическом нагревательном шкафу.
После старения три образца подвергаются испытаниям на разрывное давление
6.11
. Другой образец испытывается на адгезию в соответствии с
6.12
. Рукав считается выдержавшим испытания, если после термического старения все образцы соответствуют требованию
6.18
.
8.17 Метод проверки потери массы при нагревании
Испытания описаны в (
[3]
, пункт 6.2).
8.18 Проверка качества соединительной арматуры и соответствия ее национальным стандартам (см.
6.2
), каркаса рукава и материалов, применяемых при его изготовлении (см.
6.3
), осуществляется при входном контроле по методам испытаний, установленным в НД на них.
8.19 Назначенный срок службы (см.
6.20
) проверяют сопоставлением с данными, установленными в НД и эксплуатационной документации на конкретные изделия.
8.20 Комплектность (см.
6.21
), маркировку (см.
6.22
), упаковку (см.
6.23
) проверяют внешним осмотром.
|
ИСО 8033
|
Рукава резиновые и пластмассовые. Метод определения адгезии между элементами
|
|
|
ЕН ИСО 4672:1999
|
Резиновые и пластиковые шланги. Испытание на изгиб при низких температурах окружающей среды
|
|
|
ЕН ИСО 176:2005
|
Пластмассы. Определение потери пластификаторов. Метод с применением активированного угля
|