СВЕДЕНИЯ О ДОКУМЕНТЕ
Источник публикации
М.: Акционерная компания по транспорту нефти "Транснефть", 1998
Примечание к документу
Введен
в действие с 1 марта 1998 года.
Название документа
"СП 34-101-98. Выбор труб для магистральных нефтепроводов при строительстве и капитальном ремонте"
(одобрен Госстроем РФ)
"СП 34-101-98. Выбор труб для магистральных нефтепроводов при строительстве и капитальном ремонте"
(одобрен Госстроем РФ)
Госстроем РФ
СИСТЕМА НОРМАТИВНЫХ ДОКУМЕНТОВ В СТРОИТЕЛЬСТВЕ
СВОД ПРАВИЛ
ВЫБОР ТРУБ ДЛЯ МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДОВ
ПРИ СТРОИТЕЛЬСТВЕ И КАПИТАЛЬНОМ РЕМОНТЕ
Selection of pipes for construction
and capital repair of trunk oil pipelines
СП 34-101-98
Дата введения
1 марта 1998 года
1. Разработан ассоциацией "Высоконадежный трубопроводный транспорт" при участии ИЭС им. Е.О. Патона, АК "Транснефть", АО "Роснефтегазстрой", АО "Институт транспорта нефти".
Коллектив авторов: канд. техн. наук А.А. Рыбаков (руководитель работы, ИЭС им. Е.О. Патона), канд. техн. наук С.Е. Семенов, канд. техн. наук С.М. Билецкий (ИЭС им. Е.О. Патона), д-р техн. наук О.М. Иванцов (АО "Роснефтегазстрой"), В.И. Фомик (АО "Институт транспорта нефти"), В.П. Лобач (АК "Транснефть"), канд. техн. наук В.А. Ермаченков (АК "Транснефть").
Под общей редакцией акад. Б.Е. Патона, канд. техн. наук В.А. Динкова, проф. д-ра техн. наук О.М. Иванцова.
2. Согласован с Гостехнадзором России.
Одобрен Госстроем России.
Утвержден и введен в действие Приказом по АК "Транснефть" от 13 января 1998 г. N 4.
Свод Правил устанавливает рекомендуемые положения в развитие и обеспечение обязательных требований соответствующих разделов
СНиП 2.05.06-85
"Магистральные трубопроводы".
При подготовке Свода Правил были учтены требования государственных стандартов, определяющие сортамент и требования к трубам различного назначения, методам испытания и контроля изделий. Изучены различные международные стандарты, в том числе действующие в рамках Европейского Союза, включая стандарты API 5L Specification for Line Pipes; ASME B31.4 Liquid Transportation System for Hydrocarbons, Liquid Petroleum Gas, Anhydrous Ammonia and Alcohols; ASME В31.8 Gas Transmission and Distribution Piping Systems; EN 10 208-2 Стальные трубы для трубопроводов, транспортирующих горючие жидкости. Технические условия поставки; CAN/CSA - Z183 - М90 Oil Pipelines Systems, BS 8010 1992 Pipelines: Pipelines on Land: design, construction and installation: Section 2.8. Steel for oil and gas, BS 4515:1995 Specification for Welding of Steel Pipelines on Land and Offshore и др. Обобщены также требования различных технических условий и контрактов на поставку труб, а также рассмотрена технологическая документация на производство труб отечественными и зарубежными предприятиями. Вследствие выполненного анализа разработан документ, гармонизированный с международной нормативной базой.
Настоящий Свод Правил состоит из нескольких разделов. В
первом разделе
изложены общие положения, касающиеся условий применения разработанных норм и их взаимодействия с действующими нормативными документами. Далее рассмотрены непосредственно технические требования, включая требования к трубам и металлу для их производства, а также к технологическим процессам производства стали и труб. Отдельно приведены требования к трубам, применяемым для захлестов, врезок, кривых вставок и других элементов нефтепровода. В
четвертом разделе
сгруппированы основные положения правил контроля труб, осуществляемого с целью установления их соответствия заданным техническим требованиям. Дополнительно приведены приложения, в которых представлены методики неразрушающего контроля и определения механических свойств основного металла труб и сварных соединений. Таким образом, по структуре Свод Правил соответствует типовым международным стандартам аналогичного назначения. В то же время, некоторые вопросы, например, требования к химическому составу стали, отдельным элементам производства стали и труб, объему и порядку выполнения контроля, рассмотрены в настоящем Своде Правил более широко, в том числе с учетом особенностей сооружения и эксплуатации нефтепроводов.
В настоящем разделе Свода Правил нашли отражение следующие новые положения:
- введены более жесткие, по сравнению со
СНиП 2.05.06-85
и соответствующими государственными стандартами, требования к отдельным нормируемым показателям размеров труб, в частности к допустимым отклонениям наружного диаметра корпуса труб и по их торцам. Необходимость такого ужесточения обусловлена требованиями к качеству сборки и сварки труб при сооружении нефтепроводов, оговоренными другими действующими нормативными документами. Новые показатели находятся на уровне основных зарубежных нормативных документов, в частности АРI 5L, ЕN 10 208-2 и др.;
- введены дополнительные ограничения к высоте усиления внутреннего шва труб при использовании дуговой сварки. Кроме того, по аналогии с зарубежными стандартами, установлены требования по удалению грата при сварке труб токами высокой частоты;
- введены дополнительные требования к химическому составу стали, в том числе в части ограничения содержания микролегирующих добавок и вредных примесей. Введение указанных требований имеет целью повышение качества стали для труб и улучшение ее свариваемости, в частности, повышение хладостойкости сварных соединений и снижение опасности холодного растрескивания металла шва в процессе производства труб и при сварке нефтепроводов;
- впервые в отечественном нормативном документе при определении оптимального химического состава стали дополнительно к эквиваленту углерода предложено использовать параметр стойкости против растрескивания, являющийся общепризнанной в мировой сварочной практике характеристикой свариваемости и позволяющий ограничить опасность холодного растрескивания при сварке труб и монтаже трубопроводов;
- химический состав трубной стали, как и в стандарте АРI 5L и других аналогичных стандартах, предложено определять на основании контрольного анализа готовой продукции;
- дополнительно к требованиям
СНиП 2.05.06-85
рекомендовано проверять ударную вязкость металла шва и зоны термического влияния сварных соединений труб на образцах с V-образным надрезом. Этот критерий с большей достоверностью можно рассматривать в качестве характеристики трещиностойкости металла. Нормируемые показатели таких испытаний установлены на основании специальных исследований, а также с учетом требований международных стандартов. Для микролегированных сталей предусмотрена возможность дополнительной оценки ударной вязкости сварных соединений на образцах с надрезом по металлу структурно-гетерогенного участка зоны термического влияния;
- долю вязкой составляющей на образцах DWТТ, по аналогии с международными нормами, предложено оценивать на образцах с прессованным надрезом;
- требования к допустимым расслоениям в основном металле труб приведены в соответствие с международными стандартами. Впервые введены специальные требования к допустимым размерам и расположению расслоений для зон основного металла, примыкающих к линии сплавления швов, что позволит существенно снизить опасность возникновения дефектов в сварных соединениях, провоцируемых указанными расслоениями;
- для труб, используемых при выполнении захлестов, врезок, гнутых вставок и других элементов трубопроводов, работающих при сложном характере напряжений, установлены дополнительные требования к точности их размеров, допустимости дефектов, в том числе расслоений, и отдельным характеристикам механических свойств металла;
- впервые в нормативный документ введен специальный раздел, в котором сформулированы требования к технологическим параметрам процесса производства труб. Выполнение этих требований является важнейшим элементом комплексного подхода к обеспечению надежности труб. В разделе установлены требования к применяемой исходной заготовке, ряду основных технологических процессов ее производства, сварочным материалам, а также процессам формовки, сварки и отделки труб. Здесь же рекомендовано, при необходимости, использовать нормируемые показатели структурного состояния листового или рулонного проката, включая требования к загрязненности неметаллическими включениями, твердости металла, осевой сегрегационной неоднородности и другим показателям;
- с учетом требований международных стандартов, например, АРI 5L, ЕN 10 208-2, ВS 8010 и др. впервые использован комплексный подход при формировании правил контроля труб. В этот раздел включены требования к выполнению входного контроля исходных материалов, к методам и объему контроля технологических параметров производства труб, а также к сдаточному контролю при определении соответствия труб установленным требованиям. Здесь же приведен регламент контроля труб и порядок его согласования между Заказчиком и Производителем труб;
- увеличен объем неразрушающего контроля металла труб физическими методами. В частности, введен 100%-ный ультразвуковой контроль листовой стали, используемой для изготовления труб.
Эти и другие вновь введенные требования направлены на повышение ресурса и надежности труб, применяемых для сооружения нефтепроводов.
1.1. Настоящие нормы распространяются на выбор труб при проектировании новых и реконструируемых магистральных нефтепроводов диаметром 325 - 1220 мм с избыточным рабочим давлением до 7,4 МПа (75 кГс/см2).
1.2. Правила разработаны на основе действующих Строительных Норм и Правил (СНиП), а также государственных стандартов. Наряду с этим Правила содержат более широкий комплекс требований к трубам по сравнению с указанными нормативными документами. Выполнение требований настоящих Правил обеспечивается техническими условиями, согласованными при оформлении контрактов или заказов на поставку труб.
1.3. Трубы, предназначенные для строительства и ремонта магистральных нефтепроводов, должны быть аттестованы в соответствии с требованиями Госгортехнадзора РФ и органов государственной сертификации.
1.4. Технологические процессы производства должны обеспечивать качественные характеристики труб в соответствии с требованиями настоящих Правил. Нормативная технологическая документация на их производство должна быть утверждена в установленном порядке.
В настоящих Правилах использованы ссылки на следующие стандарты и нормативные документы:
ГОСТ 1497-84
. Металлы. Методы испытаний на растяжение
ГОСТ 1778-70
. Сталь. Металлографические методы определения неметаллических включений
ГОСТ 5639-82
. Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5640-68
. Металлографические методы оценки микроструктуры листов и ленты
ГОСТ 6996-66
. Сварные соединения. Методы определения механических свойств
ГОСТ 7564-73 (Стандарт СЭВ. СЭВ 2859-81, ИСО 377-85). Сталь. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний.
ГОСТ 7566-81. Прокат и изделия дальнейшего передела. Правила приемки, маркировки, упаковки, транспортирования и хранения
ГОСТ 9454-78
. Металлы. Метод испытания на ударный изгиб при пониженной, комнатной и повышенной температурах
ГОСТ 14637-89
(ИСО 4995-78). Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 19903-74
. Прокат листовой горячекатаный. Сортамент
ГОСТ 20295-85
. Трубы стальные сварные для магистральных газонефтепроводов. Технические условия
СНиП 2.05.06-85
. Магистральные трубопроводы
СНиП 10-01-94
. Система нормативных документов в строительстве. Основные положения.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Требования к трубам и металлу для их производства
3.1.1. Для строительства магистральных нефтепроводов применяют сварные трубы диаметром 325 - 1220 мм, изготавливаемые из углеродистой и низколегированной стали. Трубы для магистральных трубопроводов могут подвергаться термической обработке. Используют трубы прямошовные (с одним или двумя продольными швами) и спиральношовные. Для строительства магистральных нефтепроводов, кроме участков категорий В, I и II согласно
СНиП 2.05.06-85
, допускается применение труб, изготовленных путем соединения кольцевым швом двух коротких труб. Трубы могут быть изготовлены с применением дуговой (ДС) или высокочастотной (ВЧС) сварки. Трубы должны удовлетворять требованиям Строительных норм и Правил (СНиП), действующих стандартов и настоящих Правил.
Спиральношовные трубы не допускается применять для участков, входящих в состав крановых узлов, узлов подключения, узлов пуска и приема очистных устройств линейной части магистральных нефтепроводов, а также для изготовления соединительных деталей трубопроводов, в том числе гнутых отводов и кривых вставок.
В качестве исходной заготовки для производства труб используется листовой или рулонный прокат в горячекатаном, термически обработанном или термомеханически упрочненном состоянии.
Применяется сталь с нормируемыми характеристиками (химический состав, сплошность, механические свойства и др.), обеспечивающими качественные показатели труб в соответствии с предъявляемыми к ним требованиями.
3.1.2. Конструкционную прочность металла труб обеспечивают на основе использования листовой или рулонной стали с требуемыми качественными показателями, гарантируемых характеристик геометрических параметров, сплошности и механических свойств, а также применения регламентируемых технологических процессов производства и контроля труб.
Конструкционную прочность сварных соединений труб обеспечивают на основе гарантируемых характеристик применяемой стали, регламентируемых формы, сплошности и механических свойств сварного соединения, а также использования регламентируемых процессов сварки труб, последующей обработки и контроля сварных соединений.
С целью обеспечения конструкционной прочности изготавливаемые трубы должны отвечать комплексу различных технических требований, регламентируемых настоящими Правилами.
Требования к трубам устанавливаются стандартами и техническими условиями, разрабатываемыми на основе СНиП, настоящих Правил,
ГОСТ 20295
и других действующих нормативных документов.
При оформлении заказов на трубы по
ГОСТ 20295
должны специально оговариваться требования к ударной вязкости металла при нормативных температурах строительства и эксплуатации, а также другие требования, оговоренные указанными выше документами.
3.1.3. Сортамент труб (номинальный наружный диаметр и номинальная толщина стенки) должен соответствовать требованиям действующих стандартов и технических условий. По согласованию между Заказчиком и Производителем труб допускается поставка труб с нормированием номинального внутреннего диаметра.
Отклонение наружного диаметра

корпуса труб от номинальных размеров не должно превышать +/- 2,0 мм.
Отклонение наружного диаметра торцов труб от номинальных размеров на расстоянии не менее 200 мм не должно превышать +/- 1,6 мм для труб диаметром 820 мм и более и +/- 1,5 мм для труб диаметром менее 820 мм.
Разность фактических диаметров по концам одной и той же трубы не должна превышать 1,6 мм при номинальном наружном диаметре труб менее 530 мм, и 2,4 мм при номинальном наружном диаметре труб 530 мм и более.
Номинальную толщину стенки труб принимают кратной 0,1 мм. Допуск на толщину стенки труб определяют согласно действующим стандартам, при этом для труб с коэффициентом надежности по материалу согласно
СНиП 2.05.06-85
, равным 1,34, минусовый допуск на толщину стенки должен быть не более 5% номинальной толщины стенки.
При изготовлении труб из нескольких стыкуемых конструктивных элементов или листов разность фактических толщин стенок этих элементов или стенок листов, не должна превышать 1 мм.
Длина поставляемых Производителем труб должна находиться в пределах 10500 - 11600 мм. По согласованию между Заказчиком и Производителем труб могут поставляться трубы длиной до 18000 мм.
Кривизна труб не должна превышать 1,5 мм на 1 м длины, а общая кривизна - 0,2% длины трубы.
Другие требования к размерам труб принимают в соответствии с действующими стандартами.
3.1.4. Поперечное сечение трубы должно быть круглым. Обнаруживаемые визуально местные перегибы и гофры, а также вмятины глубиной более 6 мм на поверхности трубы не допускаются.
Овальность концов труб (отношение разности между наибольшим и наименьшим диаметром в одном сечении к номинальному диаметру) не должна превышать 1% при толщине стенки трубы менее 20 мм. Овальность труб с толщиной стенки 20 мм и более не должна превышать 0,8%.
Отклонение профиля поверхности от окружности номинального диаметра на участке длиной 200 мм со сварным соединением не должно превышать 0,15% номинального диаметра трубы.
3.1.5. Концы труб должны быть обрезаны под прямым углом. Отклонение от перпендикулярности торца трубы относительно образующей (косина реза) не должно превышать 1,0 мм при диаметре труб до 530 мм и 1,6 мм при диаметре трубы 530 мм и более.
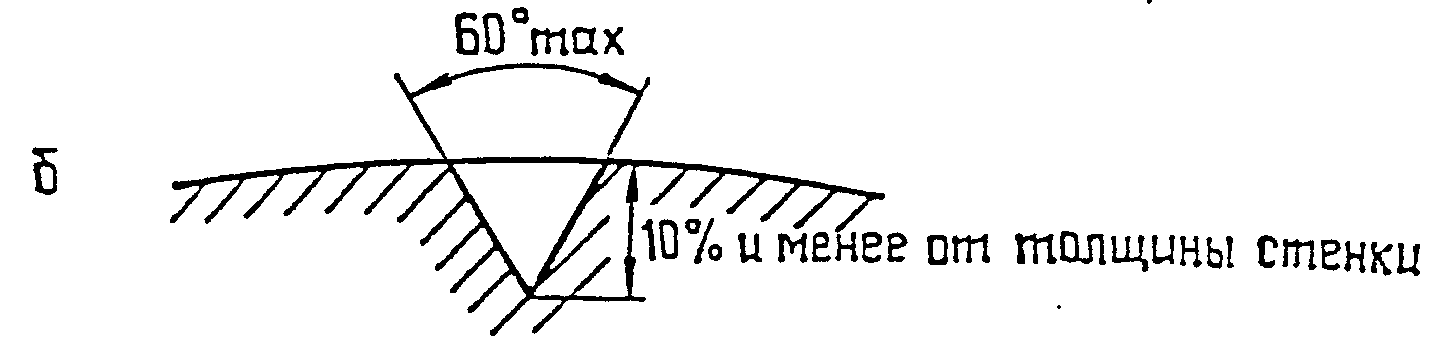
3.1.6. Концы труб должны иметь форму и размеры скоса и притупления кромок, соответствующие применяемой технологии сварки при строительстве и ремонте трубопроводов. Требования к профилю торцов труб оговаривают при заказе. При отсутствии указанных требований для труб с номинальной толщиной стенки менее 15 мм выполняют фаску с углом скоса 30° и допускаемыми отклонениями +5°/-0°. Для труб с номинальной толщиной стенки 15 мм и более используют фигурную форму разделки кромок, размеры которой устанавливают нормативной документацией. Притупление должно быть в пределах 1 - 3 мм.
3.1.7. Сварные соединения труб должны иметь плавный переход от основного металла к металлу шва без острых углов, несплавлений и других дефектов формирования шва.
При изготовлении труб с применением ДС высота усиления наружного шва должна находиться в пределах 0,5 - 2,0 мм для труб со стенкой толщиной до 10 мм включительно и 0,5 - 2,5 мм для труб со стенкой толщиной свыше 10 мм. Высота усиления внутреннего шва должна быть в пределах 0,5 - 3,0 мм. На концах труб на длине не менее 150 мм усиление внутреннего шва должно удаляться до высоты 0 - 0,5 мм.
При изготовлении труб с применением ВЧС наружный и внутренний грат сварного шва должен быть удален без образования ступенек и других резких переходов к поверхности трубы. Высота оставшегося после снятия грата выступа не должна превышать 1,0 мм. На расстоянии от торца трубы не менее 200 мм высота выступа, оставшегося после снятия внутреннего грата, должна быть не более 0,5 мм. В месте удаления грата допускается утонение стенки, не выводящее ее толщину за пределы минусового допуска.
Смещение свариваемых кромок не должно превышать 10% номинальной толщины стенки.
3.1.8. Трубы для магистральных нефтепроводов изготавливают категорий прочности до К65 включительно. Конкретный химический состав стали определяют по согласованию между Заказчиком и Производителем труб в зависимости от категории прочности, исполнения (обычное, хладостойкое) и технологии изготовления труб. Химический состав применяемых сталей должен соответствовать требованиям стандартов или технических условий, утвержденных в установленном порядке.
3.1.9. При изготовлении труб с применением ДС содержание углерода не должно превышать 0,22% в углеродистой, 0,20% в низколегированной и 0,18% в низколегированной стали с микролегирующими добавками ниобия, ванадия, титана и других элементов (далее микролегированной стали). Низколегированная и микролегированная сталь должна содержать не более 0,010% серы, 0,020% фосфора и 0,010% азота. В углеродистой стали допускается не более 0,025% серы, 0,030% фосфора.
Сталь для хладостойких труб диаметром 1020 мм и более должна содержать не более 0,12% углерода и 0,30% кремния, 0,006% серы, 0,016% фосфора, 0,007% азота, если эти требования оговорены Контрактом.
При изготовлении труб с применением ВЧС рекомендуется применять сталь с содержанием не более 0,10% углерода, 0,006% серы, 0,020% фосфора, 0,008% азота. Отношение содержания марганца и кремния должно находиться в пределах от 4 до 10.
3.1.10. Сталь должна хорошо свариваться способами дуговой и контактной стыковой сварки, применяемыми при изготовлении труб, строительстве и ремонте трубопроводов.
Свариваемость стали обеспечивается на основе нормирования характеристик химического состава, структуры, сплошности, механических свойств исходной заготовки, а также регламентирования требований к конструктивному исполнению и технологическому процессу получения и контроля сварных соединений.
Величина эквивалента углерода

и параметра стойкости против растрескивания при сварке

стали, применяемой для производства труб, не должна превышать 0,43 и 0,24, соответственно. Формулы для определения

и

приведены в
п. 4.8
.
По согласованию между Заказчиком и Производителем труб могут быть установлены более жесткие характеристики

и

стали.
С целью обеспечения хорошей свариваемости стали для хладостойких труб диаметром 1020 мм и более рекомендуемые ниже содержания стандартных микролегирующих добавок (ниобия - не более 0,04%, ванадия - не более 0,07% и титана - не более 0,035%) должны обеспечиваться в 90% плавок стали, входящих в объем поставки. Допускается поставка стали с содержанием титана до 0,09% при условии отсутствия в ней ниобия и ванадия (суммарное остаточное содержание Nb и V - не более 0,015%) и ограничения содержания азота не выше 0,006%.
Суммарное содержание ниобия, ванадия и титана в микролегированной стали не должно превышать 0,16%.
Применение стали с содержанием более 0,3% хрома, никеля, меди и молибдена, а также стали с содержанием бора в количестве 0,001% и более допускается при условии проведения квалификационных испытаний труб и положительного заключения Заказчика.
3.1.11. При условии обеспечения требуемых механических свойств и характеристик свариваемости (

,

) металла допускаются следующие отклонения по верхнему пределу содержания химических элементов, %:
углерод ..................... +0,01
марганец .................... +0,05
кремний ..................... +0,05
титан ....................... +0,01
ниобий ...................... +0,01
алюминий .................... +0,01
ванадий ..................... +0,01
медь ........................ +0,05
никель ...................... +0,05
сера ........................ +0,001
фосфор ...................... +0,005
3.1.12. Требования к механическим характеристикам металла труб определяются техническими условиями или стандартами, утвержденными в установленном порядке.
Требования к механическим свойствам основного металла и сварных соединений труб устанавливают с учетом обеспечения нижеследующих нормативных показателей.
3.1.12.1. Отношение предела текучести к временному сопротивлению разрыву основного металла труб не должно превышать 0,75 для углеродистой стали, 0,8 для низколегированной стали, 0,85 для микролегированной нормализованной и термически упрочненной стали, 0,9 для микролегированной стали контролируемой прокатки, включая бейнитную.
Максимальные значения предела текучести и временного сопротивления разрыву основного металла не должны превышать нормативные показатели более чем на 98,1 МПа. Допускается превышение регламентируемых значений предела текучести на 19,2 МПа при условии, что отношение предела текучести к временному сопротивлению разрыву не будет превышать 0,75 для низколегированной стали, 0,8 для микролегированной нормализованной и термически упрочненной стали, 0,85 для микролегированной стали контролируемой прокатки, включая бейнитную.
Относительное удлинение металла труб на пятикратных образцах должно быть не менее 20%.
3.1.12.2. Временное сопротивление разрыву сварных соединений труб должно быть не ниже нормы, установленной для основного металла.
3.1.12.3. Ударная вязкость на образцах с острым надрезом, изготовленных из основного металла труб с номинальной толщиной стенки 6 мм и более, должна удовлетворять требованиям, указанным в таблице 1.
Таблица 1
Ударная вязкость основного металла труб
на образцах с острым надрезом
|
Условный
диаметр
труб, мм
|
Рабочее
давление,
МПа
(кГс/см2)
|
Ударная вязкость при минимальной
температуре эксплуатации нефтепровода,
Дж/см2 (кГс м/см2), не менее
|
|
основной
металл труб,
образцы типа
11-13 по
ГОСТ 9454
КСV
|
сварное соединение труб,
образцы типа IХ - ХI
по
ГОСТ 6996
|
|
для металла
шва КСV ШП
|
для зоны сплав-
ления КСV ЗСП
|
|
до 500
|
7,4 и менее
(75 и менее)
|
29,4 (3,0)
|
-
|
-
|
|
500 - 600
|
7,4 и менее
(75 и менее)
|
39,2 (4,0)
|
-
|
-
|
|
700 - 800
|
7,4 и менее
(75 и менее)
|
39,2 (4,0)
|
-
|
-
|
|
1000
|
5,4 и менее
(55 и менее)
|
39,2 (4,0)
|
-
|
-
|
|
1000
|
7,4 и менее
(75 и менее)
|
49,0 (5,0)
|
-
|
34,3 (3,5)
|
|
1200
|
5,4 и менее
(55 и менее)
|
49,0 (5,0)
|
34,3 (3,5)
|
34,3 (3,5)
|
|
1200
|
7,4 и менее
(75 и менее)
|
58,8 (6,0)
|
34,3 (3,5)
|
39,2 (4,0)
|
Примечание. Минимальная температура эксплуатации указывается в проекте и вносится в спецификацию при оформлении заказа на трубы.
Нормативные показатели ударной вязкости основного металла труб на образцах с круглым надрезом следует принимать в зависимости от толщины стенки труб по таблице 2.
Таблица 2
Ударная вязкость основного металла труб
на образцах с круглым надрезом
|
Номинальная
толщина стенки
труб, мм
|
Ударная вязкость при температуре, равной минус
60° С для районов Крайнего Севера и минус 40 °С
для остальных районов, Дж/см2 (кГс м/см2)
|
|
основной металл
труб, образцы
типа 1 - 3
по
ГОСТ 9454
КСU
|
сварное соединение (металл шва
КСU ШП и зоны сплавления
КСU ЗСП), образцы типа
VI - VIII по
ГОСТ 6996
|
|
6 - 10
|
39,2 (4,0)
|
29,4 (3,0)
|
|
>10 - 15
|
49,0 (5,0)
|
29,4 (3,0)
|
|
>15 - 25
|
49,0 (5,0)
|
39,2 (4,0)
|
|
>25 - 30
|
58,8 (6,0)
|
39,2 (4,0)
|
|
>30 - 45
|
-
|
39,2 (4,0)
|
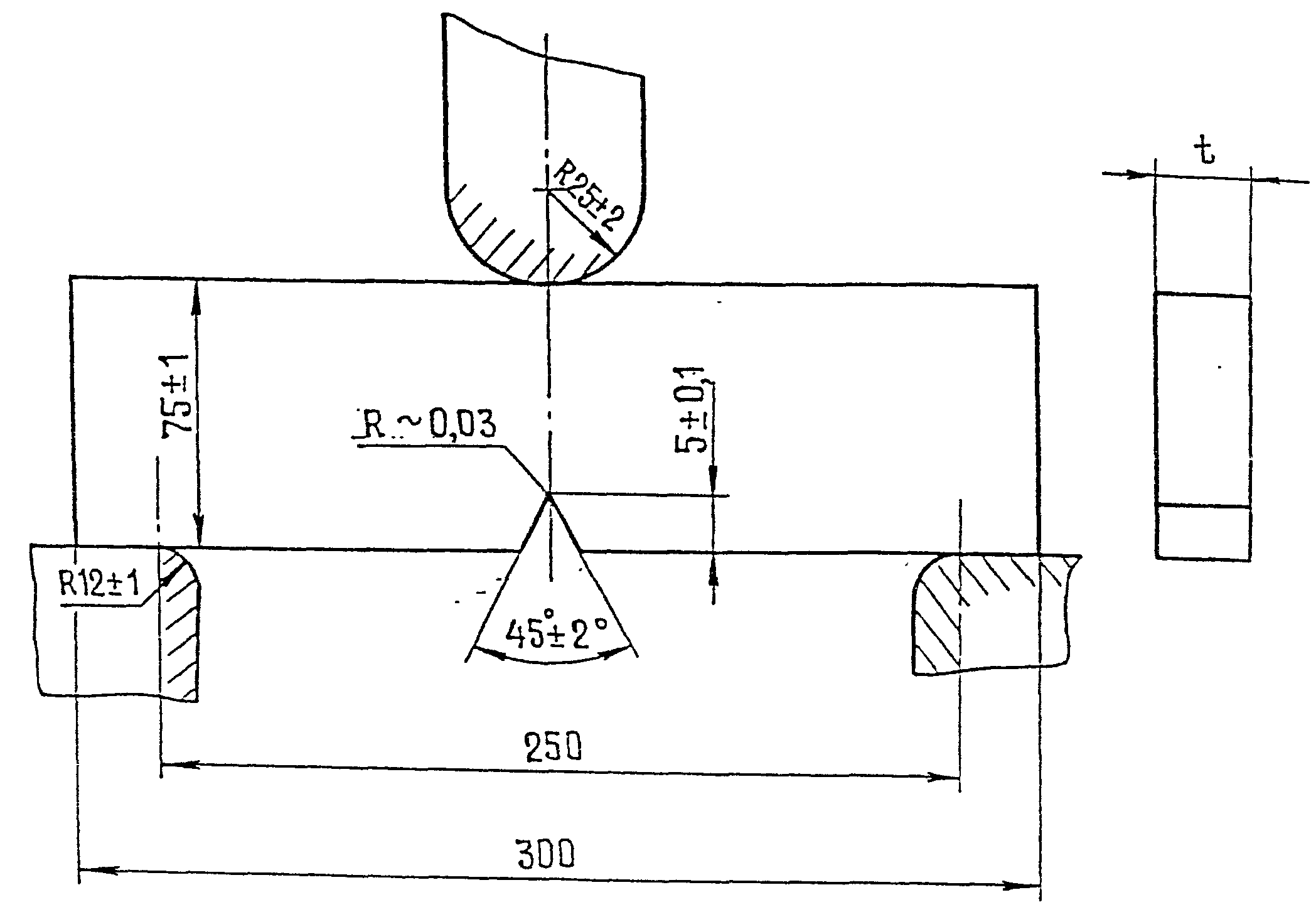
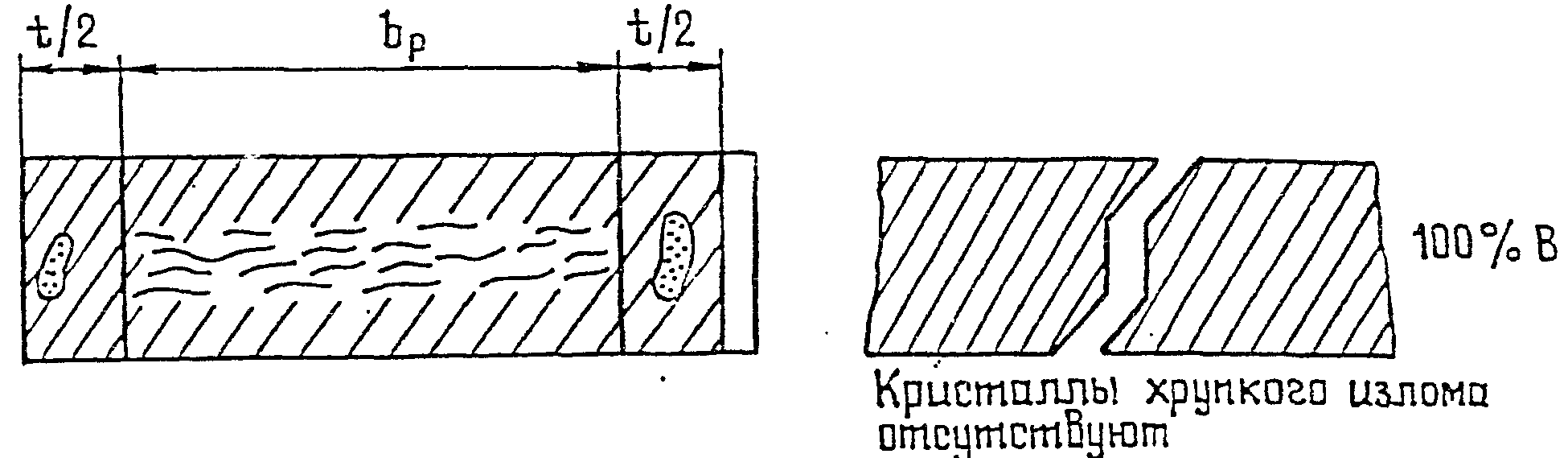
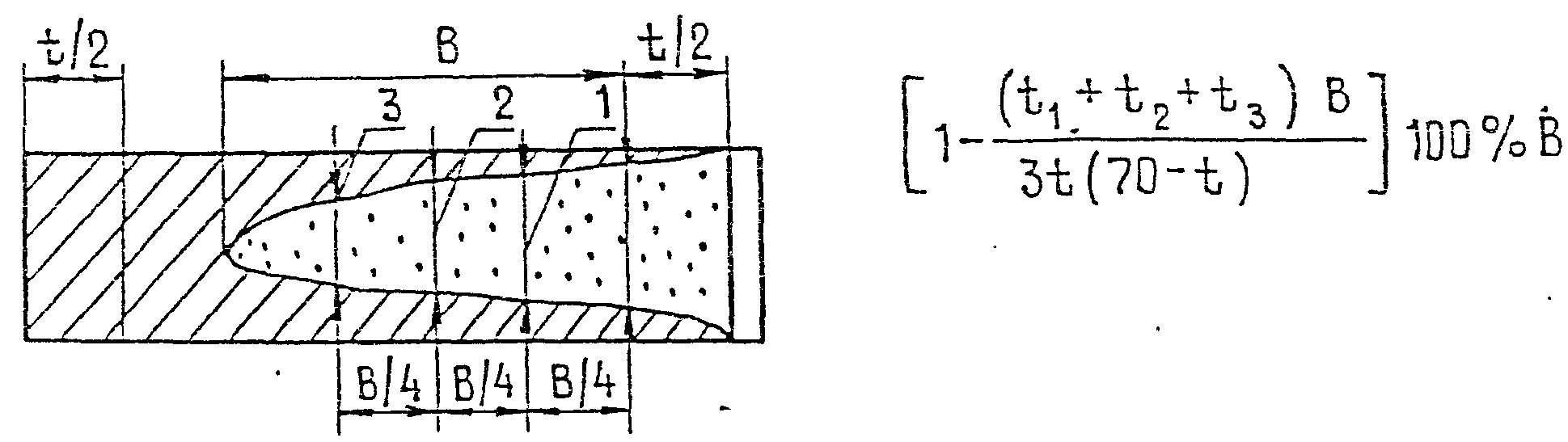
3.1.12.4. По требованию Заказчика могут быть установлены нормативные показатели вязкой составляющей излома основного металла труб на образцах DWTT. При этом доля вязкой составляющей в изломе образцов DWTT при минимальной температуре эксплуатации нефтепроводов для труб с условным диаметром 800 мм и менее должна быть не менее 50%, а для труб с условным диаметром более 800 мм - не менее 60%.
3.1.12.5. Ударная вязкость металла сварного соединения должна удовлетворять требованиям, указанным в
таблицах 1
,
2
.
3.1.12.6. Требования к деформационной способности металла труб, оцениваемой по результатам испытаний на сплющивание и статический изгиб, устанавливают в соответствии с
Приложениями 1
и
2
.
3.1.12.7. Значения твердости металла в любом участке сварного соединения труб рекомендуется ограничить 260 НV10. Твердость металла в зоне осевой сегрегационной неоднородности не должна превышать 350 НV10.
3.1.13. В металле труб не допускаются трещины, плены, рванины, а также расслоения, выходящие на поверхность или торцевые участки металла.
Незначительные забоины с плавными очертаниями, рябизна и окалина допускаются при условии, если они не выводят толщину стенки за пределы допустимых отклонений.
В сварных соединениях, выполненных ДС, не допускаются трещины, непровары, выходящие на поверхность свищи и поры, подрезы глубиной более 0,4 мм, несплавления.
В сварных соединениях, выполненных ВЧС, не допускаются трещины, несплавления, окисные пленки, раздвоения неудаленной части наружного или внутреннего грата.
3.1.14. В основном металле труб, за исключением прикромочных зон сварного соединения и торцевых участков труб, допускаются расслоения, если их размер в любом направлении не превышает 80 мм, а площадь не превышает 5000 мм2.
Расслоения площадью менее 5000 мм2 и длиной в любом направлении 30 мм и более, но не более 80 мм должны располагаться друг от друга на расстоянии не менее 500 мм.
Цепочка расслоений является недопустимой, если ее суммарная длина превышает 80 мм. Цепочкой являются расслоения размером менее 30 мм в любом направлении, отстоящие друг от друга на расстоянии менее толщины стенки трубы. Общую длину цепочки определяют суммой длин отдельных расслоений цепочки.
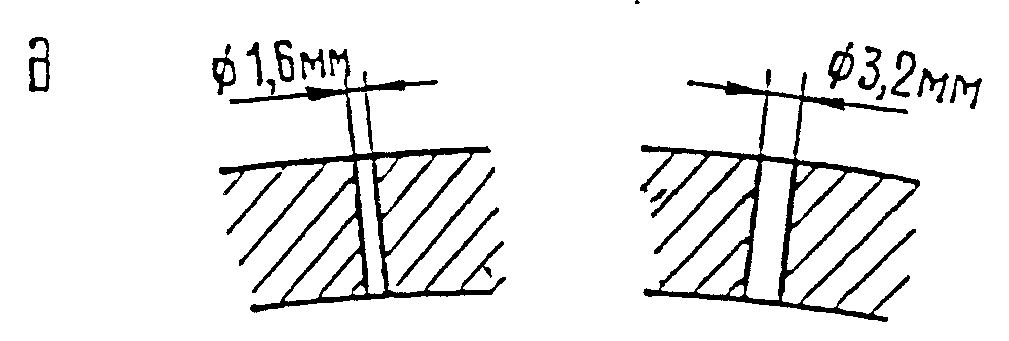
В зонах основного металла шириной 10 мм, примыкающих к линии сплавления продольного, спирального, кольцевого шва, а также стыкового шва, соединяющего рулонные полосы, и в зонах, примыкающих к торцам трубы на длине не менее 25 мм, не допускаются расслоения, площадь которых превышает 100 мм2. Линейный размер расслоения параллельно продольному, спиральному или стыковому шву не должен превышать 20 мм. Линейный размер расслоения параллельно кольцевому шву или торцевой кромке трубы не должен превышать 3,2 мм. В перечисленных зонах на длине 1 м не должно быть более 4 расслоений указанных размеров. Для труб с толщиной стенки 6 мм и более расслоения допустимых размеров должны располагаться по толщине стенки на расстоянии 3 мм и более от наружной и внутренней поверхности трубы.
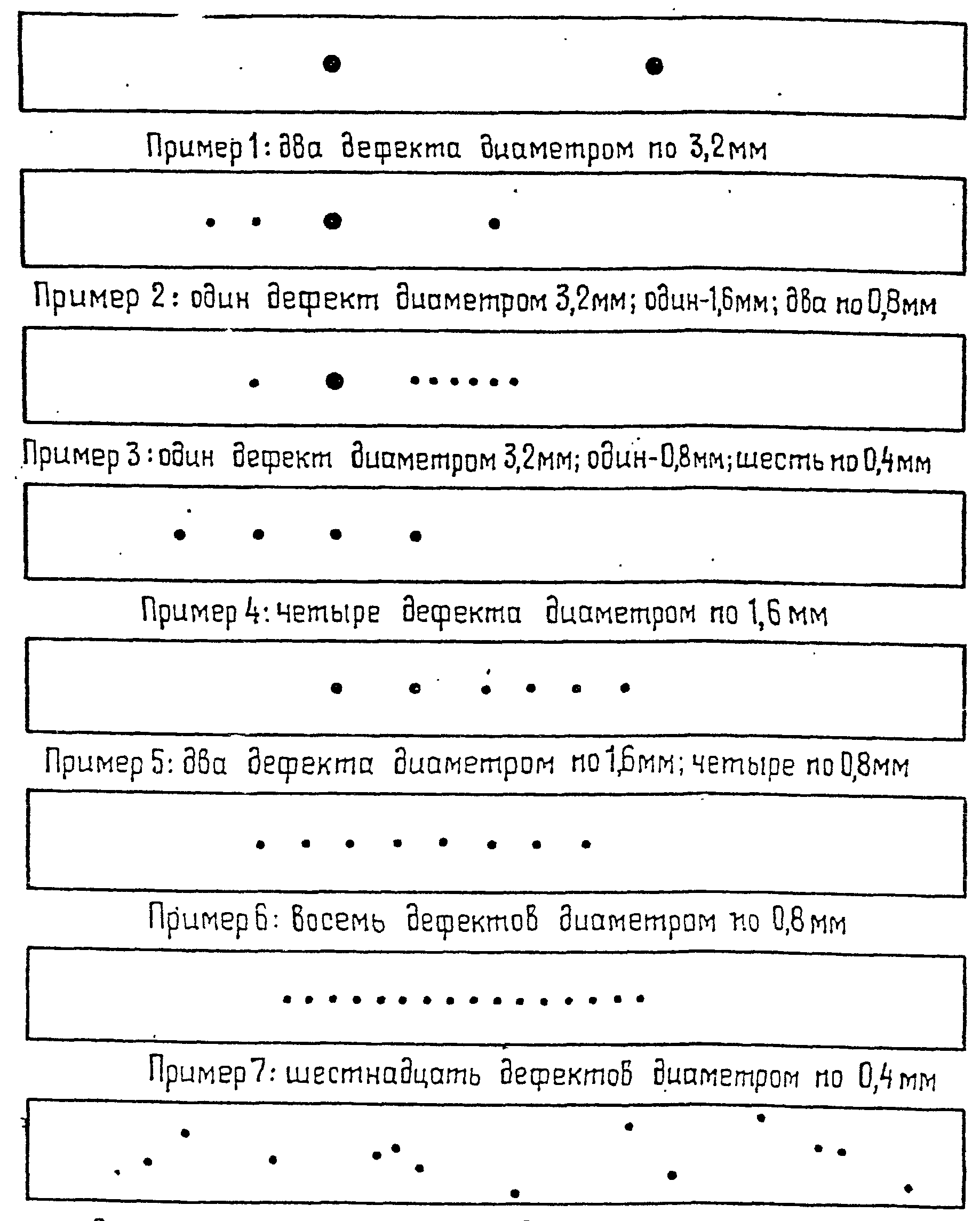
Допустимые размеры внутренних (не выходящих на поверхность) шлаковых включений и пор в швах труб, изготовленных с применением ДС, должны соответствовать требованиям, приведенным в
Приложении 4
.
3.1.15. Давление гидроиспытания должно вызывать в стенке трубы заданной нормативной толщины с учетом минусового допуска кольцевое напряжение, величина которого не менее 95% от нормативного предела текучести.
Заводом-изготовителем труб должна быть гарантирована возможность доведения давления гидравлического испытания трубопровода при его строительстве до величины, вызывающей кольцевое напряжение в стенке трубы минимально допустимой толщины, равное нормативному пределу текучести.
3.1.16. Неплотности (течи), обнаруживаемые в процессе гидроиспытания и контроля труб, не допускаются.
3.1.17. Остаточный магнетизм на свободном торце труб не должен превышать 30 Гс.
3.1.18. Требования к технологическим процессам производства, методам испытаний и контроля труб должны соответствовать приведенным в
разделах 3.3
и
4
.
3.1.19. На внутренней поверхности каждой трубы на расстоянии до 300 - 500 мм (в зависимости от диаметра) от одного из концов несмываемой краской наносят маркировку, включающую следующие обозначения:
- знак Производителя труб;
- марку или тип стали;
- номинальные размеры трубы (диаметр и толщина стенки);
- фактический эквивалент углерода и параметр

;
- давление гидроиспытания трубы;
- месяц и год изготовления трубы;
- другие обозначения в соответствии с требованиями нормативной документации.
3.1.20. На каждую партию труб Производитель труб выдает сертификат качества, удостоверяющий их соответствие установленным требованиям, с включением следующих данных:
- номинальные размеры (диаметр, толщина, длина) и вес трубы;
- номер стандарта или технических условий, по которым изготовлены трубы;
- марка или тип стали, номер плавки и номер партии;
- результаты механических испытаний;
- химический состав стали по данным анализа ковшевой пробы и контрольной пробы металла трубы;
- эквивалент углерода и параметр

;
- результаты неразрушающего контроля с указанием каждого вида контроля;
- результаты гидравлических испытаний;
- другие данные согласно требованиям нормативной документации.
3.2. Требования к трубам, применяемым для захлестов,
врезок, кривых вставок и других элементов нефтепровода
3.2.1. Для выполнения захлестов, врезок, кривых вставок и других элементов трубопроводов, работающих при сложном характере напряжений, если это оговорено Контрактом, изготавливают трубы с более высоким уровнем требований к их качеству - трубы для технологических нужд (трубы ТН). Трубы ТН поставляют без наружного антикоррозионного покрытия.
3.2.2. Трубы ТН должны отвечать следующим дополнительным требованиям.
3.2.2.1. Отклонение от номинального наружного диаметра по всей длине трубы не должно превышать +/- 1,6 мм для труб номинального наружного диаметра 820 мм и более, и +/- 1,5 мм для труб номинального наружного диаметра менее 820 мм.
3.2.2.2. Длина трубы должна быть не менее 8 м.
3.2.2.3. Расслоения размером более 20 мм в любом направлении не допускаются. Расстояние между расслоениями допустимого размера в направлении вдоль оси трубы должно быть не менее 300 мм. Места расположения расслоений отмечают несмываемой краской на поверхности трубы.
3.2.2.4. Отношение предела текучести к временному сопротивлению разрыву основного металла труб, изготавливаемых из микролегированной стали контролируемой прокатки, включая бейнитную, должно быть не более 0,85.
3.2.2.5. Нормативные показатели ударной вязкости на образцах с острым надрезом для основного металла и сварного соединения труб повышаются соответственно на 39,2 и 19,6 Дж/см2 по сравнению с указанными в
таблице 1
.
3.2.2.6. При испытаниях металла структурно-гетерогенной зоны сварного соединения в соответствии с требованиями
п. 4.12
минимальное значение ударной вязкости на отдельных образцах должно быть не ниже 39,2 Дж/см2.
3.2.2.7. Углеродный эквивалент

и параметр стойкости против растрескивания

стали не должны превышать 0,40 и 0,21, соответственно.
3.2.2.8. В сварных швах допустимыми являются только одиночные поры или шлаковые включения, размеры которых указаны в
Приложении 4
.
3.2.2.9. Ремонт сварных соединений с использованием сварки не допускается.
3.2.3. Каждая труба должна иметь специальное обозначение "ТН", которое наносят несмываемой краской на внутренней поверхности трубы. Аналогичное обозначение указывают в сертификате. Трубы ТН должны также иметь кольцевую полосу, нанесенную краской на наружной поверхности.
3.3. Требования к технологическим процессам
производства стали и труб
3.3.1. Требования к исходной заготовке (листовому или рулонному прокату), используемой для изготовления нефтепроводных труб, разрабатываются Производителем труб или с его участием на основе установленных требований к трубам с учетом конкретных условий и технологии их производства.
Выполнение комплекса требований к исходной заготовке обеспечивают на основании технических условий, согласованных при оформлении контракта или заказа на поставку листового или рулонного проката. Технические условия на листовой или рулонный прокат должны быть утверждены в установленном порядке.
Листовой или рулонный прокат (далее лист или полоса), используемый для производства труб, должен быть аттестован на основании требований Производителя труб с учетом требований органов государственной сертификации.
3.3.2. Технологические процессы производства исходной заготовки разрабатываются Производителями стали и труб с учетом требований настоящего раздела Правил.
3.3.3. Технологические процессы выплавки, внепечной обработки и разливки стали должны обеспечивать получение требуемого химического состава, возможно более полное удаление примесей (серы, фосфора, кислорода, азота), в том числе в виде неметаллических включений, а также связывание отдельных примесей в стойкие соединения, не оказывающие вредного влияния или положительно влияющие на технологические и эксплуатационные свойства стали.
Если оговорено Контрактом, для производства труб применяют спокойную сталь, подвергаемую продувке аргоном, вакуумированию, обработке кальцием или редкоземельными металлами.
3.3.4. Для обеспечения мелкозернистой структуры готового проката допускается вводить в сталь технологические добавки алюминия, титана, ниобия и ванадия при их остаточном содержании до 0,03% каждого. В низколегированной, в том числе микролегированной стали остаточное содержание алюминия или титана при их использовании в качестве технологической добавки не должно быть ниже 0,015%.
По согласованию с Заказчиком могут устанавливаться содержания указанных элементов в определенном интервале с ограничением минимальной и максимальной массовой доли. Предельно допустимые содержания этих элементов не должны ухудшать свариваемость стали.
Содержание в стали микродобавок других элементов, преднамеренно вводимых или присутствующих в виде случайных примесей, должно быть оговорено нормативной документацией. Применение стали с указанными микродобавками допускается после испытаний и положительного заключения Заказчика о качестве труб.
3.3.5. Способ прокатки и термической обработки при изготовлении проката оговаривают техническими условиями на поставку листовой или рулонной стали. Информация о технологических особенностях производства проката должна предоставляться Производителю труб посредством маркировки, нанесенной на поверхность листа или полосы в виде дополнительно указываемых в скобках после марки стали нижеследующих обозначений:
- горячая прокатка - (Г);
- нормализация - (Н);
- отпуск после прокатки - (О);
- нормализационная прокатка - (НП);
- термомеханическое упрочнение в процессе контролируемой прокатки - (ТМ);
- термомеханическое упрочнение в процессе контролируемой прокатки с ускоренным охлаждением - (ТМУО);
- закалка с отпуском - (ЗО);
- нормализация с отпуском - (НО).
По требованию Производителя труб с целью предупреждения растрескивания металла в зоне осевой сегрегационной неоднородности производят замедленное охлаждение в стопе непрерывно литых слябов и листов, прокатанных из таких слябов.
3.3.6. Размеры листового или рулонного проката должны обеспечивать производство труб в соответствии с требованиями
разделов 3.1
-
3.2
настоящих Правил.
Номинальную толщину листового или рулонного проката назначают с точностью до 0,1 мм.
3.3.7. Указанные в заказе размерные параметры листов или полос устанавливаются Производителем труб с учетом следующих требований.
3.3.7.1. Длина поставляемых листов должна находиться в диапазоне 11500 - 11800 мм. По соглашению между Производителями листов и труб могут применяться листы другой длины, обеспечивающие выполнение требований
разделов 3.1
,
3.2
настоящих Правил.
Предельные отклонения по толщине листов устанавливают с учетом следующих требований:
- по требованию Производителя труб минусовый допуск должен быть не более 5% номинальной толщины;
- плюсовой допуск устанавливают для нормальной точности проката согласно
ГОСТ 19903
.
Предельные отклонения по другим размерам принимают согласно
ГОСТ 19903
.
Листы должны быть обрезаны под прямым углом.
Серповидность листов должна быть не более 12 мм при длине 11,5 м и более. При изготовлении труб посредством соединения двух коротких труб из листов длиной 6,0 м и менее серповидность не должна превышать 1 мм на 1 м длины листа. Косина реза и серповидность не должны выводить размеры поставляемых листов за пределы требуемых номинальных размеров и допустимых отклонений по ширине и длине.
Отклонения от плоскостности на 1 м длины листа не должны превышать 10 мм. Волнистость кромок не должна превышать величины, равной 10% номинальной толщины стенки.
3.3.7.2. Рулонная полоса должна состоять из одного отрезка. По согласованию с Производителем труб допускается поставка полосы с необрезной продольной кромкой.
Предельные отклонения по толщине полосы должны удовлетворять требованиям
разделов 3.1
,
3.2
настоящих Правил.
Серповидность (ребровая кривизна) полосы должна быть не более 10 мм на длине 10 м.
Местная выпуклость (волнистость) кромки не должна превышать 1,5 мм.
Местные загибы и забоины кромки при поставке рулонов с обрезными кромками не допускаются.
3.3.8. Качество поверхности проката должно соответствовать требованиям
ГОСТ 14637
. Применение сварки для ремонта поверхности проката не допускается. Зачистка дефектов на глубину, выводящую толщину листа за пределы минусового допуска, запрещается. После зачистки толщину проката измеряют ультразвуковым толщиномером.
Сплошность металла листов или полос должна удовлетворять требованиям
п. 3.1.14
настоящих Правил.
Для предотвращения образования поверхностных дефектов в готовом прокате слитки и слябы должны обрабатываться по поверхности посредством огневой зачистки или механическим способом.
Листы или полосы с обнаруженными при контроле поверхностными или внутренними недопустимыми дефектами должны быть отбракованы.
3.3.9. Если оговорено Контрактом, для производства труб используют листовой или рулонный прокат с регламентированными характеристиками структурного состояния.
3.3.9.1. Загрязненность неметаллическими включениями (НВ), оцениваемая по
ГОСТ 1778
(метод Ш6), не должна превышать:
- по среднему баллу - сульфиды, оксиды (оксидно-строчечные ОС, оксидно-точечные ОТ), силикаты (силикаты хрупкие СХ, силикаты пластичные СП, силикаты недеформируемые СН) - 3 балл;
- по максимальному баллу - сульфиды, оксиды (ОС, ОТ), силикаты (СХ, СП, СН) - 4 балл.
3.3.9.2. Осевая сегрегационная неоднородность является недопустимой, если она характеризуется:
- наличием сплошной полосы или нескольких полос шириной более 50 мкм со структурой бейнито-мартенситного типа и твердостью более 350 НV10;
- загрязненностью строчечными НВ, соответствующими 4 - 5 баллу по
ГОСТ 1778
;
- наличием микротрещин, ориентированных поперек поверхности проката, если их длина превышает предельно допустимую ширину бейнито-мартенситной полосы.
3.3.10. Для труб с повышенными требованиями к коррозионной стойкости могут быть установлены указанные ниже более жесткие требования к структурному состоянию листового и рулонного проката, если эти дополнительные требования оговорены Контрактом.
3.3.10.1. Загрязненность неметаллическими включениями (НВ), оцениваемая по
ГОСТ 1778
(метод Ш6), не должна превышать:
- по среднему баллу - сульфиды - 1,5 балла, оксиды (ОС, ОТ) - 2,5 балла, силикаты (СХ, СП) - 2,5 балла, силикаты (СН) - 3 балл;
- по максимальному баллу - сульфиды - 2 балл, оксиды (ОС, ОТ) - 3 балл, силикаты (СХ, СП, СН) - 3 балл.
3.3.10.2. Полосчатость структуры металла не должна превышать 2 балл по шкале "Б"
ГОСТ 5640
.
3.3.10.3. Величина действительного зерна металла не должна превышать 7 балл по
ГОСТ 5639
(шкала 1).
3.3.11. Оценку соответствия механических свойств и других характеристик металла листов или полос установленным требованиям производят на основании соответствующих испытаний, оговоренных нормативно-технической документацией.
3.3.12. Листы или полосы предъявляют к приемке партиями. Партии должны состоять из проката одной толщины, изготовленного из металла одной плавки-ковша. Масса партии листовой стали не должна превышать 80 т, при этом количество листов в партии должно быть не менее 12. Масса рулонной полосы в партии устанавливается нормативно-технической документацией.
Для проверки механических свойств отбирают два листа или две полосы от партии.
Виды и температурные условия испытаний, а также требуемые показатели механических свойств листов или полос, правила их переиспытаний и приемки устанавливают согласно процедуры, оговоренной для труб с учетом возможного изменения свойств металла в процессе их изготовления.
Отбор проб для механических испытаний производят по ГОСТ 7564.
3.3.13. Маркировка проката должна соответствовать требованиям ГОСТ 7566.
На внешней поверхности каждого листа или полосы на расстоянии не более 500 мм от их конца должно быть выведено несмываемой краской:
- товарный знак Производителя проката;
- марка или тип стали, способ прокатки или вид термообработки;
- номер плавки;
- номер партии;
- номер листа или полосы;
- величина углеродного эквивалента и параметра

;
- номинальные размеры листа или полосы;
- месяц и год изготовления листа или полосы;
- другие данные согласно требованиям, указанным в заказе.
Для углеродистой стали номер плавки и номер листа или полосы наносят также штампом. Глубина отпечатка не должна превышать 0,2 мм. Обозначения, нанесенные штампом, обводят несмываемой краской. Штамп располагают не далее, чем 100 мм от торцевой кромки листа или концевого участка полной ширины полосы.
3.3.14. На каждую отгруженную партию Производитель проката выдает документ о качестве (сертификат), удостоверяющий соответствие проката установленным требованиям с указанием марки стали, номера договора или контракта, номера стандарта или технических условий, номинальных размеров и теоретической массы, количества листов или полос с указанием их номера, номера плавки, химического состава, углеродного эквивалента и параметра

, результатов механических испытаний (с отметкой номеров плавок и партий, к которым относятся эти испытания), типа используемых образцов, результатов УЗ-контроля сплошности, а также толщины в местах зачистки поверхностных дефектов.
3.3.15. К изготовлению труб допускаются листы или полосы, проверенные на соответствие требованиям настоящих Правил.
Обнаруженные при входном контроле листовой и рулонной стали участки с повреждениями поверхности, не выводящими толщину проката за пределы минусового допуска, должны зачищаться с последующим контролем толщины в месте зачистки. Применение сварки для ремонта поверхности листовой и рулонной стали не допускается.
При сварке труб должны применяться сертифицированные сварочные материалы, проверенные перед их использованием на соответствие заданным техническим требованиям.
При изготовлении труб из микролегированной стали допускается использовать сварочный флюс с влажностью не более 0,03%.
3.3.16. Технология производства и установленное оборудование должны обеспечивать получение труб требуемой формы и размеров без механических повреждений, образования рванин, трещин в теле трубы.
Риски, забоины, вмятины и другие повреждения поверхности трубной заготовки, образовавшиеся в процессе производства, должны зачищаться до их полного удаления перед технологическими операциями, в процессе которых происходит холодная пластическая деформация металла, а при их появлении в зоне свариваемых кромок шириной до 50 мм - перед операциями сварки.
При формовке трубной заготовки не допускается деформирование кромок, приводящее к уменьшению толщины стенки трубы за пределы минусового допуска.
3.3.17. Кромки листа или полосы перед сваркой должны подвергаться механической обработке. Отклонение от заданной ширины листа или полосы по всей длине не должно превышать +/- 1 мм. Не допускается наличие необработанных участков, задиров, заусенец, ступенек величиной более 0,5 мм.
Механически обработанные кромки полосы, используемой для изготовления труб с применением ВЧС, должны быть гладкими без ступенек, задиров и заусенец.
3.3.18. Дуговую сварку труб для магистральных нефтепроводов осуществляют с двух сторон при выполнении не менее одного прохода изнутри и снаружи трубы автоматической дуговой сваркой под флюсом. Допускается использовать сварку плавящимся электродом в защитном газе или смеси защитных газов при выполнении технологического слоя, а также промежуточных слоев многопроходного шва.
Конструкция и технологическая настройка трубосварочного оборудования должна обеспечивать взаимную неподвижность кромок стыка в зоне сварки при выполнении первого прохода соединения. Соединение кромок при изготовлении труб рекомендуется осуществлять путем выполнения по всей длине стыка прихваточного (технологического) слоя, который должен полностью переплавляться при сварке последующих слоев. При изготовлении труб диаметром 1020 мм и более сварка технологического слоя является обязательной операцией.
Для прямошовных труб при выполнении многопроходного шва или сварке с предварительным технологическим слоем перед сваркой последующего слоя необходимо выполнить осмотр и в случае необходимости ремонт обнаруженных дефектных участков. Сварка последующих слоев по технологическому или промежуточному слою, имеющему выходящие на поверхность поры или свищи на участке шва длиной, превышающей 15% общей длины шва, запрещается. Трубы, в которых во время или после сварки наблюдается растрескивание технологического слоя на длине, превышающей 15% общей длины шва, бракуют.
Начальные и концевые (кратерные) участки швов должны выводиться на технологические планки или удаляться путем обрезки. Допускается переварка кратерных участков швов, образовавшихся при прекращении процесса сварки в средней части трубы на расстоянии не менее 500 мм от ее торца. На трубе допускается не более одного такого участка. Участки шва после переварки должны подвергаться механической обработке заподлицо с поверхностью шва, кратерный участок которого переваривался.
При изготовлении трубы путем стыковки двух коротких труб места перекрытия начального участка кольцевого шва должны отстоять от продольных (спиральных) швов на расстоянии не менее 150 мм. Расстояние между пересечениями кольцевого и продольного (спирального) швов соединяемых труб должно быть не менее 200 мм.
Стыковые швы, соединяющие концы смежных рулонных полос при изготовлении спиральношовных труб, также должны свариваться дуговой двухсторонней автоматической сваркой. Начальные и концевые участки таких швов, выполняемых снаружи трубы, допускается выводить на основной металл на длину не менее 100 мм, но не более 200 мм, при этом края швов должны быть удалены зашлифовкой заподлицо с поверхностью основного металла. При обнаружении дефектов в начальных или концевых участках швов, которые невозможно устранить зашлифовкой, швы бракуют.
3.3.19. При изготовлении труб с применением ВЧС калибровка и настройка инструмента трубосварочных станов должны обеспечить отсутствие волнистости кромок перед сварочной клетью, стабильность угла их схождения и параллельность торцевых поверхностей кромок в сварочной клети.
Допустимая непараллельность торцевых поверхностей кромок не должна превышать 3°.
Стабильность процесса сварки должна обеспечиваться путем применения автоматического регулирования подводимой электрической мощности в сварочном узле.
Удаление наружного и внутреннего грата должно осуществляться в соответствии с требованиями
п. 3.1.7
настоящих Правил.
3.3.20. При неразрушающем контроле основного металла и сварных соединений труб границы расположения выявленных дефектов должны быть строго фиксируемыми при четкой идентификации отметок каждого вида контроля.
3.3.21. Обнаруженные при контроле поверхностные дефекты основного металла труб устраняют зашлифовкой с последующим замером толщины в месте зашлифовки ультразвуковым толщиномером.
Устранение поверхностных дефектов в зоне свариваемых кромок должно производиться до выполнения ремонтных работ с применением сварки.
Отклонения от требуемой формы и дефекты шва, такие как усадочные раковины, наплывы, неплавные переходы шва к основному металлу, должны устраняться зашлифовкой.
Трубы, в которых в зоне основного металла шириной 10 мм, примыкающей к линии сплавления шва, выявлены недопустимые дефекты, бракуют. Бракуют также трубы с недопустимыми смещениями кромок сварного соединения и трубы, в швах которых обнаружены выходящие на поверхность поры или свищи от расслоений, поперечные или продольные трещины.
3.3.22. Допускается ремонт дефектных участков сварных соединений труб, выполненных ДС, посредством вырубки или выплавки с последующей зашлифовкой образовавшейся поверхности и заварки с применением автоматической или механизированной дуговой сварки в защитном газе, смеси защитных газов или под флюсом. Технология ремонта дефектных участков швов должна обеспечивать качество отремонтированных участков в соответствии с требованиями настоящих Правил.
Ремонтный валик подвергают зашлифовке заподлицо с поверхностью ремонтируемых швов или, по крайней мере, при длине ремонтного шва 300 мм и более, зашлифовке начальных и концевых его участков.
Ремонт с применением сварки дефектных участков швов на расстоянии до 400 мм от торцов труб, а также участков швов с прожогами и трещинами не допускается. Не допускается также ремонт с применением сварки участков швов с порами (свищами), образовавшимися вследствие наличия расслоений на кромках стыка. Такие дефектные участки труб могут быть удалены путем отрезки.
Общая длина отремонтированных участков сварного соединения с применением сварки не должна превышать 5% длины трубы. Допускается ремонт протяженного одностороннего подреза с применением дополнительной наплавки валика автоматической дуговой сваркой под флюсом при длине отремонтированного участка шва не более 15% длины трубы.
Длина ремонтного шва должна быть не менее 100 мм.
Количество труб в партии, отремонтированных с применением сварки, не должно превышать 5% от объема партии. Количество труб с кольцевым швом в партии устанавливается условиями Контракта на поставку труб.
Ремонт после калибровки (экспандирования) и гидроиспытания трубы, а также ремонт двух и более дефектов в одном сечении и повторный ремонт одного и того же участка с применением сварки запрещается.
3.3.23. Недопустимые дефекты, подлежащие ремонту, такие как трещины, непровары, подрезы, риски, должны быть устранены до выполнения операций, в процессе которых металл в зоне дефекта будет претерпевать холодную пластическую деформацию (экспандирование) или термомеханическое воздействие (газопламенная или плазменная резка, термообработка).
3.3.24. Выполненные ВЧС сварные соединения труб с дефектами ремонту с применением сварки не подлежат. Такие дефектные участки должны быть удалены путем вырезки. Стыковые швы указанных труб, соединяющие концы смежных рулонных полос, также должны быть удалены путем вырезки.
3.3.25. Сварные соединения труб, выполненные ВЧС, должны подвергаться последующей термообработке. Вид и режим термообработки должны оговариваться нормативно-технической документацией.
3.3.26. Холодная пластическая деформация металла в процессе изготовления (экспандирования) должна быть не более 1,2%. Технология изготовления труб должна гарантировать отсутствие чрезмерных местных пластических деформаций металла сварного соединения в процессе калибровки (экспандирования).
Непосредственно перед экспандированием следует производить контроль формы торцов трубной заготовки. При этом рекомендуется, чтобы отклонение профиля внутренней поверхности в зоне сварного соединения со снятым усилением шва от окружности номинального внутреннего диаметра на дуге длиной 200 мм не превышало 0,3% номинального диаметра, или 3 мм, а величина овальности не превышала 3%.
Концевые участки труб с недопустимыми смещениями кромок должны быть отрезаны до экспандирования.
При механическом экспандировании непосредственный контакт разжимных сегментов экспандера с поверхностью шва не допускается. Экспандирование труб после сварки кольцевого шва не допускается.
3.3.27. Усиление внутреннего шва на концевых участках труб, изготовленных с применением ДС, удаляют механической обработкой.
3.3.28. Конструкция и настройка трубообрезных станков должны обеспечить параллельность обработанных торцов и их перпендикулярность продольной оси трубы в соответствии с требованиями
п. 3.1.5
настоящих Правил.
Рекомендуется проводить механическую обработку концов труб после их ультразвукового контроля по периметру.
3.3.29. Трубы, в которых при экспандировании, гидроиспытании и последующем контроле выявлены "вздутия", течи, несквозные трещины, несплавления и непровары, должны быть забракованы. После выполнения указанных операций допускается зашлифовка поверхностных дефектов с последующим контролем участка, подвергнутого ремонту, ультразвуковым толщиномером.
3.3.30. Обозначения при маркировке труб путем нанесения штампа допускается только при изготовлении труб из углеродистой стали.
4.1. Правила контроля (ПК) распространяются на осуществляемые при изготовлении труб операции по контролю и испытаниям с целью установления соответствия труб заданным техническим требованиям.
Применение ПК, изложенных в настоящих Правилах, должно быть оговорено техническими условиями на трубы.
Последовательность, виды, объем контроля, а также типы применяемого контрольного оборудования и аппаратуры оговариваются с учетом требований настоящих ПК технологическими инструкциями Производителя труб, утвержденными в установленном порядке.
4.2. Производитель труб разрабатывает регламент и осуществляет планомерную проверку квалификации производственного персонала, состояния технологического, вспомогательного и другого оборудования и аппаратуры, свариваемых, сварочных и других используемых в производстве труб материалов с целью обеспечения высокого и стабильного качественного уровня выпускаемой продукции.
До начала производства труб по заказу Производитель труб выполняет контроль регламентированных технологических параметров производства труб и оформляет документ о готовности технологического комплекса к выпуску труб в соответствии с установленными техническими требованиями.
Если оговорено Контрактом, перед выпуском труб по заказу могут изготавливаться головные партии труб. Правила контроля головных партий труб должны включать все положения настоящих ПК, а также по согласованию между Заказчиком и Производителем труб дополнительные виды контроля и испытаний.
Заказчик имеет право направить своих представителей для контроля процесса производства труб в период выполнения заказа. Регламент такого контроля согласовывается между Заказчиком и Производителем труб, при этом по требованию Заказчика производство труб по заказу может быть приостановлено, если показатели выпуска труб, а также их механические свойства, размерные параметры и другие показатели свидетельствуют о недостаточном качественном уровне выпускаемой продукции. В этом случае Производитель труб должен выполнить необходимые внеочередные работы по контролю квалификации персонала, оценке состояния оборудования, контролю материалов и технологической подготовке производства труб.
4.3. Регламент контроля качественных характеристик материалов, используемых для производства труб (исходных заготовок, сварочных материалов и др.) разрабатывает Производитель этих материалов с учетом требований технических условий на их поставку, а также требований к контролю и испытанию труб.
4.4. Перед задачей в производство исходные заготовки должны подвергаться проверке на соответствие установленным требованиям посредством изучения сертификатов, внешнего осмотра, выборочного контроля размерных параметров, химического состава, механических свойств и других видов контроля.
Сварочные материалы перед их использованием должны проверяться на соответствие строительным нормам и правилам, стандартам, сертификатам или техническим свидетельствам.
Регламент входного контроля исходных материалов разрабатывает Производитель труб с учетом следующих обязательных требований.
От каждых десяти плавок (партий) стали выбирают один лист или рулонную полосу, от которых отбирают пробы для проведения всего комплекса испытаний, установленных регламентом входного контроля. При неудовлетворительных результатах испытаний, осуществляемых в рамках входного контроля, все листы или полосы испытанной плавки (партии) бракуют.
Результаты проверки сплошности листа или полосы указывают в протоколах входного контроля. При выявлении недопустимых внутренних дефектов листа фиксируют места их расположения.
От сварочной проволоки каждой плавки стали отбирают пробу для контрольного химического анализа.
От каждой партии флюса (либо плавки в случае использования плавленого флюса) отбирают пробу для контрольного химического анализа. От каждой партии флюса, формируемой после его просушки, отбирают пробу для контроля влажности.
Сварочные материалы для каждого варианта их сочетания (проволока данной плавки, защитный газ или флюс данной партии) должны подвергаться сварочным испытаниям при соблюдении режимов сварки, установленных нормативно-технической документацией либо принятых в производственных условиях. При сварке в защитном газе контролируют формирование и сплошность (отсутствие пористости) металла шва, а при сварке под флюсом - формирование шва, сплошность и его ударную вязкость при установленной температуре испытаний.
Допускается проводить сварочные испытания непосредственно в трубном производстве при изготовлении первых труб с применением контролируемых сварочных материалов.
Результаты входного контроля исходной заготовки и сварочных материалов заносят в протокол, один экземпляр которого направляют Заказчику совместно с сертификатами качества труб.
При неудовлетворительных результатах входного контроля задача материалов в производство запрещается. Допускается проведение переиспытаний при определении химического состава и механических свойств на удвоенном количестве проб.
4.5. Контроль соответствия показателей качества труб принятым техническим требованиям производят на каждой трубе или на отдельных трубах от партии. При номинальном диаметре

< 1020 мм число труб в партии не должно превышать 100 штук, а при

1020 мм - 50 штук. В партию могут быть включены трубы, изготовленные из стали различных плавок. Количество контролируемых труб в партии при оценке качественных показателей приведены в таблице 3.
Таблица 3
Количество контролируемых труб в партии
┌──────────────────────────────────────────────┬─────────────────┐
│ Наименование показателей качества трубы │ Число │
│ │ контролируемых │
│ │ труб в партии │
├──────────────────────────────────────────────┼─────────────────┤
│ Показатели, определяемые внешним осмотром │ Все трубы │
│(округлость формы, качество наружной и внут- │ │
│ренней поверхностей, качество сварных соедине-│ │
│ний, качество торцевых поверхностей, правиль- │ │
│ность маркировки и др.) │ │
├──────────────────────────────────────────────┼─────────────────┤
│ Размерные показатели, определяемые путем │ Все трубы │
│обмера (диаметр торцов и тела трубы, оваль- │ │
│ность, длина, толщина, размеры фаски, высота │ │
│выпуклостей швов, смещение и угловатость │ │
│кромки, форма профиля торцов, кривизна и др.) │ │
├──────────────────────────────────────────────┼─────────────────┤
│ Показатели сплошности, определяемые неразру- │ Все трубы │
│шающими физическими способами контроля (рас- │ │
│слоения, трещины, непровары и другие внутрен- │ │
│ние дефекты сварного соединения и основного │ │
│металла) │ │
├──────────────────────────────────────────────┼─────────────────┤
│ Герметичность и прочность, оцениваемая путем │ Все трубы │
│гидроиспытаний │ │
├──────────────────────────────────────────────┼─────────────────┤
│ Химический состав основного металла, углерод-│ 1
<*>
│
│ный эквивалент и параметр Р │ │
│ см │ │
├──────────────────────────────────────────────┼─────────────────┤
│ Механические свойства основного металла и │ 1
<*>
│
│сварного соединения │ │
├──────────────────────────────────────────────┼─────────────────┤
│ Физические свойства (остаточный магнетизм) и │Устанавливается │
│другие характеристики (твердость, структурное │ нормативно- │
│состояние металла) │ технической │
│ │ документацией │
└──────────────────────────────────────────────┴─────────────────┘
--------------------------------
<*> В случае, когда в партию включены трубы, изготовленные из стали различных плавок, испытывается одна труба от каждой плавки стали, входящей в партию.
Отбор труб для проведения контрольных испытаний может производиться в присутствии и по указанию представителя Заказчика.
4.6. Определение размерных параметров производят на каждой трубе с помощью стандартного мерительного и другого инструмента (рулетки, шаблона, штангенциркуля, струны и т.п.). В случае необходимости при замере толщины стенки трубы применяют ультразвуковой толщиномер. Наружный диаметр трубы определяют в соответствии с действующим стандартом.
Глубину вмятины замеряют как наибольшее расстояние между ее дном и исходным профилем трубы.
Отклонение профиля трубы на участке со сварным соединением рекомендуется определять посредством измерения максимального расстояния от хорды длиной 200 мм, расположенной симметрично относительно центра шва, до внутренней поверхности трубы и определением разности между измеренной величиной и расчетным показателем h, вычисляемым по формуле:
,
где

- внутренний радиус трубы, мм.
4.7. Химический состав стали должен определяться для каждой плавки (партии) путем контрольного анализа металла ковшевой пробы, а также проб, отобранных от готовых изделий.
В случае определения химического состава стали путем анализа проб, отбираемых от исходной заготовки (листа или рулонной полосы), контрольный химический анализ металла труб может не проводиться, а химический состав, углеродный эквивалент и параметр стойкости против растрескивания металла труб принимают по сертификату Производителя листа или полосы.
Проба металла для контрольного химического анализа может быть отобрана непосредственно от листа, полосы, или от образцов для механических испытаний.
Отбор проб и определение химического анализа проводят согласно действующим стандартам.
Если результаты контрольного анализа пробы, представляющей плавку, не соответствуют установленным требованиям, по выбору Производителя труб данную плавку бракуют или от двух листов или полос дополнительно отбирают пробы для повторного анализа. Если результаты двух проверочных анализов соответствуют установленным требованиям, плавку признают годной, за исключением листа или полосы, от которых отбиралась первоначальная проба. Если результаты анализа одной или обеих повторных проб не соответствуют требованиям, все листы или полосы данной плавки должны быть забракованы. Производителю предоставляется право провести индивидуальные испытания указанных листов или полос (кроме ранее испытанных). При индивидуальной проверке допускается выполнить анализ только на содержание элемента или элементов, по которым получены неудовлетворительные результаты.
4.8. Эквивалент углерода

и параметр стойкости против растрескивания

определяют на основании результатов контрольного химического анализа готового изделия по формулам:

,
где С, Мn, Сr, Мо, V, Тi, Ni, Сu, Si, В, Nb - содержание в составе трубной стали соответственно углерода, марганца, хрома, молибдена, ванадия, титана, никеля, меди, кремния, бора, ниобия, %.
Медь, никель, хром, содержащиеся в трубных сталях как примеси, при подсчете

и

не учитывают, если их суммарное содержание не превышает 0,20%.
Ниобий, ванадий, титан при суммарном содержании более 0,04% и бор при содержании более 0,001% при подсчете

и

учитывают вне зависимости от типа используемой стали, а в обозначении марки или типа стали указываются символы этих химических элементов.
Параметр

определяют только для микролегированной стали.
4.9. Контроль структурного состояния металла производят по нормативно-технической документации Производителя труб, листового или рулонного проката с учетом обеспечения требований
пп. 3.3.9
и
3.3.10
.
4.10. Контроль механических свойств металла проводят путем отбора проб, вырезаемых из торцевых участков трубы. Пробы для испытаний механических свойств основного металла труб отбирают в участках, расположенных под углом примерно 90° к сварному шву.
Определение предела текучести, временного сопротивления разрыву, отношения предела текучести к временному сопротивлению разрыву и относительного удлинения производят при испытаниях на растяжение продольных (для труб диаметром до 377 мм) и поперечных (для труб других диаметров) плоских или цилиндрических образцов по
ГОСТ 1497
тип II,
Приложение 3
или тип III,
Приложение 2
. Плоские поперечные образцы изготавливают после правки темплетов с применением статической нагрузки. При изготовлении цилиндрических образцов для испытаний на растяжение предварительную правку темплетов не производят. Если размеры трубы не позволяют изготовить образцы из неправленных темплетов, цилиндрические образцы не испытывают.
По требованию Заказчика для труб диаметром 377 мм и более дополнительно испытывают продольные плоские или цилиндрические образцы, если такие дополнительные испытания оговорены Контрактом.
При явно выраженном пределе текучести следует принимать его верхнее значение, в остальных случаях определяют условный предел текучести при остаточной деформации 0,2%. Допускается определять условный предел текучести при полной деформации 0,5%, если это оговорено Контрактом.
В случае, если "площадка текучести" наблюдается при остаточной или полной деформации, превышающей указанные величины, определяют условный предел текучести.
При испытаниях образцов на статическое растяжение определяют также показатель относительного сужения. Величина этого показателя вносится в протокол испытаний, как факультативная характеристика металла.
Временное сопротивление разрыву сварного соединения готовых труб определяют при испытании на растяжение плоских поперечных образцов при удалении выпуклостей швов (тип ХIII по
ГОСТ 6996
).
4.11. Испытания на ударную вязкость основного металла труб проводят на поперечных образцах по
ГОСТ 9454
(тип 1 и 11). Допускается применять образцы уменьшенного сечения (соответственно тип 2 или 3 и 12 или 13). При изготовлении образцов может применяться правка заготовок с применением статической нагрузки. Минимальная толщина стенки труб, из которых рекомендуется изготавливать полноразмерные ударные образцы или образцы уменьшенного сечения без предварительной правки заготовок, приведена в табл. 4.
Таблица 4
Размеры образцов в зависимости от толщины стенки труб
|
Наружный
диаметр
трубы, мм
|
Минимальная толщина стенки, мм
|
|
образцы сечением
10 х 10 мм
|
образцы сечением
7,5 х 10 мм
|
образцы сечением
5 х 10 мм
|
|
325
377
426
530
630
820
920
1020
1220
|
12,3
12,2
12,0
11,5
11,3
11,0
10,9
10,7
10,6
|
9,7
9,6
9,4
9,0
8,7
8,4
8,3
8,2
8,1
|
7,4
7,1
6,9
6,5
6,3
5,9
5,8
5,7
5,6
|
Ударную вязкость основного металла и сварного соединения определяют как среднее арифметическое из трех испытаний при заданной температуре. На одном из образцов допускается снижение величины ударной вязкости относительно установленной нормы не более, чем на 9,81 Дж/см2.
4.12. Испытания на ударную вязкость сварного соединения проводят на поперечных образцах по
ГОСТ 6996
с надрезом, нанесенным перпендикулярно поверхности трубы.
В зависимости от толщины стенки (более или менее 11 мм) испытывают образцы сечением 10 х 10 мм или 5 х 10 мм. Заготовки для изготовления образцов могут подвергаться правке при статической нагрузке. Минимальная толщина стенки труб, из которых рекомендуется изготавливать образцы размером 10 х 10 мм и 5 х 10 мм без предварительной правки заготовок приведена в
таблице 4
.
Место нанесения надрезов должно быть следующим:
для металла шва - по центру сварного соединения;
для зоны термического влияния - в месте t = 0
чертеж 12
и
13
ГОСТ 6996.
Для труб, изготовленных с применением ВЧС, надрез на образцах наносят только по центру сварного соединения.
Для труб из микролегированной стали, изготовленных с применением ДС, дополнительно испытывают образцы сварного соединения с острым надрезом по металлу структурно-гетерогенного участка зоны термического влияния, если такие дополнительные испытания оговорены Контрактом. Такие образцы вырезают из средней части толщины стенки. Надрез наносят согласно
рис. 1
таким образом, чтобы доля металла наружного и внутреннего швов составляла 45 - 55% площади сечения образца в месте надреза (ориентировочно на удалении 1,5 - 2 мм от точки пересечения линий сплавления наружного и внутреннего швов). Испытания проводят при температуре, принятой для образцов с острым надрезом, используемых для контроля основного металла и сварного соединения. Для каждой из испытываемых труб, изготавливают не менее 5 образцов, для которых определяют среднее значение ударной вязкости. Минимальная величина ударной вязкости в каждом испытании не регламентируется. Оценку результатов испытаний проводят в пределах заказа путем анализа статистических данных при растущем объеме испытаний. При этом заданное значение ударной вязкости должно обеспечиваться в 90% случаев от общего числа испытаний.
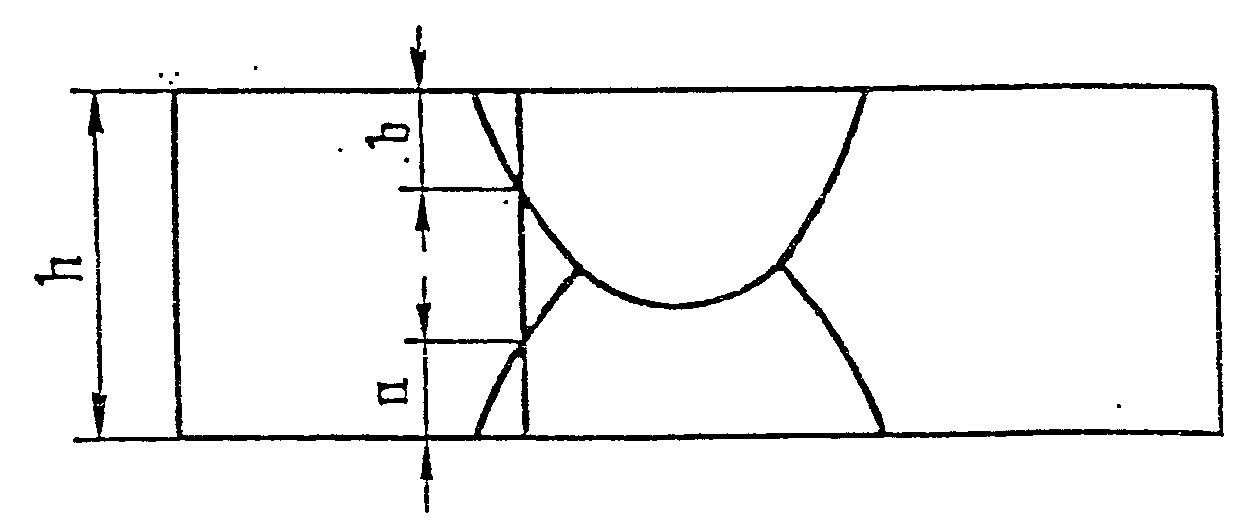
а + b = 45: 55%h
Рис. 1. Схема нанесения надрезов в образце
при определении ударной вязкости
структурно-гетерогенного участка зоны
термического влияния сварных соединений
4.13. Методы отбора проб, проведение испытаний на сплющивание и на статический изгиб, оценка результатов испытаний должны соответствовать принятым в
Приложениях 1
и
2
. При испытании труб на сплющивание шов располагают в точках 0 и 90° по отношению к направлению усилия.
4.14. По согласованию с Заказчиком контроль механических свойств основного металла и сварного соединения может выполняться после нагрева труб, применяемого при нанесении защитных покрытий, а также после вылеживания труб, обеспечивающего удаление диффузионно-подвижного водорода.
4.15. Определение остаточного магнетизма проводят согласно нормативно-технической документации Производителя труб.
4.16. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии или плавки.
Результаты повторных испытаний распространяют на всю партию или плавку. При неудовлетворительных результатах повторных испытаний могут быть проведены индивидуальные испытания труб.
4.17. Выдержка труб под давлением при гидроиспытании должна быть не менее 20 секунд.
Величина испытательного давления

, МПа, для всех типов труб должна определяться по величине нормативного предела текучести:

,
где

- минимальная толщина стенки, см;
R - расчетное значение напряжения, принимаемое равным 95% от нормативного предела текучести, МПа;

- внутренний диаметр трубы, см.
При определении величины давления испытания необходимо учитывать влияние осевого подпора.
Труба признается выдержавшей гидроиспытание, если в ней не будут выявлены дефекты, приводящие к течи, а также местные изменения формы ("вздутия"). Трубы, при испытаниях которых выявлены течи и дефекты, бракуют.
4.18. В процессе производства должен осуществляться контроль материала труб неразрушающими методами.
С целью выявления дефектов основного металла применяют осмотр труб по всей поверхности и ультразвуковой контроль тела трубы по всему периметру.
При производстве труб из листов допускается не проводить УЗ-контроль тела трубы, если каждый лист подвергали УЗ-контролю по всей длине.
При производстве труб из рулонной полосы допускается не проводить УЗ-контроль тела трубы, если полосу после размотки рулона подвергали УЗ-контролю на специальном стенде или в линии трубоэлектросварочного стана перед формовкой трубы.
Выявленные при неразрушающем контроле недопустимые дефекты тела трубы или исходной заготовки должны фиксироваться и подвергаться последующему ремонту, либо должны быть удалены путем вырезки.
4.19. В процессе производства труб осуществляют технологический контроль сварных соединений, который проводят с целью принятия мер по предупреждению образования и выявления недопустимых дефектов, требующих ремонта. Контроль производится посредством внешнего осмотра, УЗ-контроля и рентгеновского контроля.
С целью наиболее полного выявления недопустимых дефектов сварного соединения, выполненного ДС, рекомендуется использовать все указанные способы для контроля сварных соединений по всей длине шва. По согласованию с Заказчиком допускается проводить контроль рентгеновским просвечиванием только для расшифровки типа дефекта в местах сварного соединения, отмеченных как дефектные при УЗ-контроле.
4.20. На каждой трубе после гидроиспытания должен проводиться контроль неразрушающими методами, включающий:
- осмотр трубы по всей поверхности, включая основной металл и сварные соединения;
- ультразвуковой контроль тела трубы по всей поверхности (при изготовлении труб из листов, прошедших 100%-ный УЗ-контроль, допускается проводить ультразвуковой контроль только концевых участков по периметру шириной не менее 40 мм от торцов);
- ультразвуковой контроль сварного соединения по всей длине шва (ширина зоны контроля определяется с учетом проверки сплошности металла зоны термического влияния на расстоянии не менее 10 мм от линии сплавления);
- рентгеновский контроль по всей длине шва (по согласованию с Заказчиком допускается контролировать только отдельные участки сварных соединений для расшифровки отметки ультразвукового контроля);
- повторный ультразвуковой контроль участков сварного соединения, не подтвержденных как дефектные при рентгеновском просвечивании (если это оговорено Контрактом);
- дополнительный рентгеновский (если оговорено Контрактом - рентгенографический) контроль участков шва длиной не менее 200 мм от торцов труб.
4.21. Контроль сварных соединений спиральношовных труб и кольцевых стыков, выполненных ДС, производят согласно требований
пп. 4.19
,
4.20
.
Перед сваркой кольцевого стыка должен производиться осмотр поверхности обработанной кромки и УЗ-контроль примыкающих к стыку концевых участков стыкуемых коротких труб по периметру при ширине зоны контроля не менее 40 мм. Допускается осуществлять приемосдаточный контроль сварных кольцевых стыков посредством осмотра и рентгеновского просвечивания по всей длине стыка.
4.22. Неразрушающий контроль труб, изготавливаемых с применением ВЧС, должен включать:
- технологический контроль, предусматривающий УЗ-контроль сварного соединения в линии трубосварочного стана с отметкой дефектных участков, а также осмотр трубы по всей поверхности с целью выявления дефектов, ремонта и отделки труб;
- приемосдаточный контроль труб после гидроиспытаний, предусматривающий осмотр трубы по всей поверхности, автоматизированный УЗ-контроль тела трубы по всему периметру, автоматизированный УЗ-контроль сварного соединения по всей длине шва.
4.23. Методики и браковочные нормы дефектов при неразрушающих методах контроля труб приведены в
Приложениях 4
,
5
.
4.24. При производстве труб ТН из листов отобранной для этих целей стали допускается первоначально изготавливать контрольную трубу ("разведчик"), которая должна подвергаться полному комплексу требуемых испытаний.
При положительных результатах контроля химического состава и механических свойств оставшиеся листы испытанной плавки задают в производство для изготовления труб ТН, а результаты оценки химического состава и механических свойств контрольной трубы распространяют на остальные трубы ТН, изготовленные из стали данной плавки и партии. Партия труб ТН не должна превышать 20 шт.
При неудовлетворительных результатах контрольных испытаний трубы-разведчика ТН листы заданной плавки стали для дальнейшего производства труб ТН не допускаются.
4.25. В процессе изготовления изделий должен осуществляться контроль технологических параметров, качественных и размерных характеристик на различных этапах производства. Требования к контролю труб в процессе производства разрабатывает Производитель труб с учетом обеспечения качественных характеристик согласно требований настоящих Правил. Регламент проведения контроля труб в процессе производства, согласованный с Заказчиком, является неотъемлемой частью документации, оформляемой при заказе.
Испытанию на сплющивание (расплющивание) должны подвергаться все трубы, изготовленные с применением высокочастотной сварки. При этом от одной трубы каждой партии труб отбираются два отрезка трубы длиной не менее 100 мм. Испытание на сплющивание (расплющивание) производится таким образом, чтобы на одном из образцов шов находился в верхней точке (0°), а на втором - под углом 90° по отношению к сжимающим усилиям.
Результаты испытаний считаются положительными в следующих случаях: а) при сплющивании отрезка трубы с любым отношением диаметра к толщине стенки до величины, равной 2/3 ее первоначального наружного диаметра, не выявлено раскрытия сварного шва; б) при сплющивании отрезка трубы с отношением диаметра к толщине стенки более 10 до величины, равной 1/3 ее первоначального наружного диаметра, не выявлены трещины или разрывы, кроме трещин или разрывов в сварном шве; в) при сплющивании отрезка трубы с любым отношением диаметра к толщине стенки до соприкосновения ее противоположных стенок не выявлены признаки расслоения металла.
ИСПЫТАНИЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ
НА СТАТИЧЕСКИЙ ИЗГИБ
Испытанию на статический изгиб на угол примерно 180° с использованием оправки, вид и основные размеры которой показаны на
рис. 2.1
, должны подвергаться по два образца сварного соединения от партии труб, причем один образец изгибают так, чтобы в растянутой зоне находился наружный шов, а второй образец так, чтобы в растянутой зоне находился внутренний шов. Форма и размеры образцов показаны на
рис. 2.2
. Основные размеры оправки (А, В,

,

) для любого сочетания диаметров и толщин стенок, а также класса прочности металла труб определяют по формулам, приведенным на
рис. 2.1
(значения коэффициента "е", используемого в указанных формулах, в зависимости от прочностных характеристик металла труб даны в
табл. 2.1
). При испытании на статический изгиб сварных соединений труб Производитель труб должен использовать оправку, основные размеры которой равны или меньше вычисленных согласно приведенным формулам. Для труб с толщиной стенки более 19,1 мм Производитель труб по своему усмотрению имеет право испытывать образцы с уменьшенной толщиной стенки, как показано на
рис. 2.2
. Испытание таких образцов производят с использованием оправки, предназначенной для испытания труб с толщиной стенки 19,1 мм.





Рис. 2.1. Устройство (оправка) для испытания
сварных соединений труб на загиб:
D - наружный диаметр, мм;
t - толщина стенки трубы, мм;
Торцевые поверхности образца могут быть вырезаны
кислородной резкой или с помощью механической обработки
Усиление шва необходимо удалить на обеих поверхностях образца
Образцы уменьшенной толщины
(Рекомендуется для труб с t > 19,1 мм)
Наружный шов - в растянутой зоне
Рис. 2.2. Образец для испытания
сварных соединений труб на загиб
┌──────────┬─────────┬──────────┬─────────┬──────────┬───────────┐
│ сигма , │ е │ сигма , │ е │ сигма , │ е │
│ в │ │ в │ │ в │ │
│ МПа │ │ МПа │ │ МПа │ │
├──────────┼─────────┼──────────┼─────────┼──────────┼───────────┤
│ 420 │ 0,138 │ 490 │ 0,127 │ 560 │ 0,107 │
│ 430 │ 0,137 │ 500 │ 0,125 │ 570 │ 0,105 │
│ 440 │ 0,135 │ 510 │ 0,122 │ 580 │ 0,103 │
│ 450 │ 0,134 │ 520 │ 0,118 │ 590 │ 0,100 │
│ 460 │ 0,133 │ 530 │ 0,116 │ 600 │ 0,098 │
│ 470 │ 0,132 │ 540 │ 0,113 │ 610 │ 0,096 │
│ 480 │ 0,129 │ 550 │ 0,110 │ 620 │ 0,094 │
└──────────┴─────────┴──────────┴─────────┴──────────┴───────────┘
Результаты испытания считаются положительными в следующих случаях: а) образцы не разрушились полностью; б) в образцах отсутствуют трещины или разрывы в металле шва длиной более 3,18 мм независимо от их глубины; в) в образцах отсутствуют трещины или разрывы в основном металле, зоне термического влияния и по линии сплавления длиной более 3,18 мм и глубиной более 12,5% от толщины образца.
Наличие трещин по краям образца длиной менее 6,35 мм независимо от их глубины не должно служить основанием считать результаты испытания отрицательными по пп. б) и в).
ОБРАЗЦОВ ТИПА DWТТ
1. Методика испытаний, изложенная в настоящем приложении, распространяется на испытание листового и рулонного проката и основного металла труб. Методика предусматривает определение доли вязкой составляющей в изломе в процентах при температурах испытания, оговоренных настоящими Правилами и техническими условиями на производство листового и рулонного проката и труб.
2. Для испытания применяются образцы, размеры которых указаны на
рис. 3.1
. Образцы должны вырезаться поперек оси проката или трубы и могут быть выправлены статической нагрузкой. Величина остаточного прогиба образца при проверке на плите не должна превышать 2 мм. Для испытаний могут применяться также образцы, в которых середина образца длиной 25 - 50 мм не правится от трубной кривизны. В случае различия между результатами испытаний правленных и неправленных образцов или при арбитражных испытаниях результаты на неправленных образцах должны считаться предпочтительными. Образцы из листовой стали вырезаются согласно ГОСТ 7564-73.
Рис. 3.1. Образец типа DWТТ
Для труб с толщиной стенки более 19,1 мм Производитель имеет право испытывать образцы, толщина которых уменьшена до 19,1 мм посредством механической обработки одной или двух поверхностей. Температура испытаний таких образцов должна устанавливаться ниже указанной в проекте минимальной температуры эксплуатации на величину, приведенную в табл. 3.1.
Таблица 3.1
Температура испытаний образцов из труб
с толщиной стенки свыше 19,1 мм
|
Толщина стенки трубы, мм
|
Величина снижения температуры
испытания, °С
|
|
от
|
до
|
|
19,1
22,2
28,5
|
22,2
28,5
36,7
|
5
10
15
|
3. Надрез на образцах должен наноситься методом прессования. Надрез должен быть выполнен острым (не радиусным) инструментом (рис 3.1). Запрещается нанесение механических надрезов. При вырезке образцов и выполнении надрезов не допускается нагрев образца, влияющий на механические свойства металла.
4. Перед испытанием образцы должны быть полностью погружены в ванну с соответствующей жидкостью, колебания температуры которой по объему ванны не должны превышать +/- 1 °С от заданной температуры испытаний. Образцы толщиной 19,1 мм и менее должны выдерживаться перед испытаниями при этой температуре не менее 15 минут. Образцы толщиной более 19,1 мм необходимо выдерживать при заданной температуре перед испытаниями не менее 30 минут. Образцы должны быть отделены друг от друга на расстояние, по меньшей мере равное толщине стенки образца. Система охлаждения должна предусматривать циркуляцию ванны для того, чтобы гарантировать однородное распределение температуры по ванне.
Могут быть использованы другие методы охлаждения при условии, что они обеспечивают необходимое время для доведения и выдержки образцов при заданной температуре.
5. Время, необходимое для извлечения образца из ванны, установки его на опоры и испытания по описанной методике не должно превышать 10 с. Если образцы находятся вне ванны дольше этого времени, они должны быть возвращены в ванну неиспытанными и выдержаны в ванне не менее 10 минут. Образцы, при их извлечении и установке на опоры, нельзя зажимать в районе надреза приспособлениями, температура которых заметно отличается от температуры испытаний.
6. Испытание образцов производится на маятниковых или вертикальных копрах с падающим грузом. Мощность копров должна быть достаточной для полного разрушения образца. Скорость движения ножа маятника или падающего груза в момент удара должна быть не менее 5 м/с.
Образец должен свободно лежать на опорах копра. Образец должен устанавливаться на опоры таким образом, чтобы предотвратить боковое вращение образца в процессе его разрушения падающим грузом. Испытание производится при одном ударе маятника или падающего груза со стороны, противоположной надрезу. Установка образца должна производиться так, чтобы надрез был расположен симметрично относительно опор с погрешностью +/- 1 мм. Удар должен наноситься по оси надреза с отклонением не более 1 мм.
7. Температурой испытания считается температура образца в момент начала разрушения. Фактическая температура испытаний не должна отклоняться от заданной более чем на +/- 2 °С.
8. Поверхности изломов вязких разрушений имеют тусклый, серый, волокнистый вид, плоскость среза которых, в общем случае, наклонена под углом к поверхности образца. Хрупкие изломы и изломы скола имеют светлый и кристаллический вид поверхности. Хрупкие изломы, в общем случае, начинаются от корня надреза и окружены волокнистым изломом или "губами среза".
При определении доли вязкой составляющей в расчетах не учитываются участки сечения излома длиной t/2, примыкающие к надрезу и месту нанесения удара (рис. 3.2).
Рис. 3.2. Типовые изломы образцов DWТТ
Количество вязкой составляющей определяется в процентах по формуле:
В = (100 - Х),
где Х - процент хрупкой составляющей в рассматриваемой площади излома.
Определение размеров участков излома, занимаемых хрупкой составляющей, производят мерительным инструментом с точностью до 0,5 мм.
9. В зависимости от вида излома рекомендуются следующие способы определения вязкой составляющей:
излом полностью вязкий за исключением возможных пятен хрупкого излома в участках сечением шириной t/2, прилегающих к надрезу и излома в участках сечением шириной t/2, прилегающих к надрезу и месту нанесения удара. Такой излом квалифицируется как имеющий 100% доли вязкой составляющей (
рис. 3.2, а
);
излом полностью хрупкий (кристаллический с очень тонкими "губами среза" менее 0,5 мм). Такой излом квалифицируется как имеющий 0% доли вязкой составляющей (
рис. 3.2, б
);
К РЕНТГЕНОВСКОМУ КОНТРОЛЮ
1. При рентгеновском контроле для определения качества швов могут применяться рентгенографический (с помощью пленок) или рентгентелевизионный (с проектированием изображения на экран) методы при условии обеспечения требуемой чувствительности.
2. Операторы, выполняющие контроль труб с применением рентгентелевизионного метода, должны пройти соответствующую подготовку, сдать необходимые экзамены и быть аттестованы Производителем труб.
Программы подготовки и аттестации операторов контроля должны включать:
- учебные инструкции по правилам рентгеновского контроля;
- практическую подготовку на рабочем месте для ознакомления операторов контроля с конкретным оборудованием, используемым при контроле, включая определение допустимости дефектов;
- изучение требований настоящих Правил и технических условий на выпускаемые изделия;
- объективное обследование оператора контроля не менее одного раза в год для определения его физических возможностей выполнять требуемые функции контроля.
3. Аттестованные операторы контроля, которые в течении года или более не осуществляли рентгентелевизионный контроль труб, должны пройти переаттестацию в соответствии с
п. 2
. При существенном изменении процедуры и методики контроля операторы контроля также подлежат переаттестации.
4. В качестве контрольного эталона необходимо использовать стандартные пенетрометры АРI, описанные в п. 5 настоящего приложения. По договоренности между Производителем труб и Заказчиком допускается применение других пенетрометров.
5. Форма и размеры стандартного пенетрометра АРI показаны на
рис. 4.1
. Пенетрометр должен изготавливаться из материала с такими же рентгеновскими характеристиками, что и материал контролируемой трубы. Толщина пенетрометра должна быть не более 4% от толщины стенки контролируемой трубы. Могут применяться 2%-ные или 4%-ные пенетрометры, размеры которых приведены в табл. 4.1 и
4.2
.
Рис. 4.1. Стандартный пенетрометр
Таблица 4.1
Размеры стандартного 4%-ного пенетрометра АРI
|
Толщина стенки трубы, мм
|
Толщина
пенетрометра,
mах, мм
|
Шифр эталонного
образца
|
|
от (включ.)
|
до
|
|
4,8
|
6,4
|
0,25
|
10
|
|
6,4
|
7,9
|
0,32
|
12
|
|
7,9
|
9,5
|
0,38
|
15
|
|
9,5
|
11,1
|
0,45
|
17
|
|
11,1
|
12,7
|
0,51
|
20
|
|
12,7
|
15,9
|
0,64
|
25
|
|
15,9
|
19,1
|
0,76
|
30
|
|
19,1
|
25,4
|
1,02
|
40
|
|
25,4
|
31,8
|
1,27
|
50
|
|
31,8
|
38,1
|
1,52
|
60
|
Таблица 4.2
Размеры стандартного 2%-ного пенетрометра АРI
|
Толщина стенки трубы, мм
|
Толщина
пенетрометра,
mах, мм
|
Шифр
эталонного образца
|
|
от (включ.)
|
до
|
|
5,1
|
6,4
|
0,13
|
5
|
|
6,4
|
7,9
|
0,15
|
6
|
|
7,9
|
9,5
|
0,19
|
7
|
|
9,5
|
11,1
|
0,25
|
10
|
|
11,1
|
12,7
|
0,32
|
12
|
|
12,7
|
15,9
|
0,38
|
15
|
|
15,9
|
19,1
|
0,45
|
17
|
|
19,1
|
25,4
|
0,51
|
20
|
|
25,4
|
31,8
|
0,64
|
25
|
|
31,8
|
38,1
|
0,76
|
30
|
Примечание. При расшифровке дефектов в зоне термического влияния сварных соединений труб рентгеновский контроль следует проводить с чувствительностью 2%.
6. При рентгенографическом контроле с использованием пленки пенетрометр должен располагаться на каждой пленке. В случае рентгенографического контроля (с использованием пленки) сварного шва трубы по всей его длине, на каждую трубу устанавливают по одному пенетрометру. При рентгенографическом контроле трубу следует удерживать в неподвижном положении. Для обеспечения четкости изображения и требуемой чувствительности контроля должны быть четко различимы все три отверстия пенетрометра АРI.
7. Для определения четкости изображения дефектов на рабочих скоростях контроля при рентгентелевизионном методе необходимо использовать отрезок трубы с минимальной толщиной стенки. В центре шва такой трубы должны быть просверлены сквозные отверстия диаметром 0,8 мм, как показано в примере 6 на
рис. 4.3
. По меньшей мере необходимо выполнить четыре серии таких отверстий на расстоянии 300 мм друг от друга. По усмотрению Производителя труб вместо описанного отрезка трубы для этих же целей может быть использован пенетрометр, указанный в
п. 4
настоящего приложения. Скорость контроля должна быть выбрана такой, чтобы обеспечить четкое визуальное определение оператором отверстий в отрезке трубы или пенетрометре.
8. Рентгеновский контроль должен обеспечивать выявление дефектов, указанных в пп. 9 и
10
настоящего приложения.
9. Максимально допустимые размеры и распределение дефектов типа шлаковых включений и/или пор приведены в
табл. 4.3
и
4.4
и на рис. 4.2 и
4.3
.
максимально допустимого распределения
в швах дефектов типа круглых шлаковых включений и пор
максимально допустимого распределения
в швах дефектов типа удлиненных шлаковых включений
Таблица 4.3
Дефекты типа удлиненных шлаковых включений
|
Максимальные
размеры, мм
|
Минимальное
расстояние между
дефектами, мм
|
Максимальное
количество дефектов
на длине 152,4 мм
|
|
1,6 х 12,7
|
152,4
|
1
|
|
1,6 х 6,4
|
76,2
|
2
|
|
1,6 х 3,2
|
50,8
|
3
|
2. Максимальная суммарная длина дефектов на любом участке, равном 152,4 мм, не должна превышать 12,7 мм.
Таблица 4.4
Дефекты типа круглых шлаковых включений и пор
|
Диаметр
дефекта, мм
|
Диаметр
смежного
дефекта, мм
|
Минимальное
расстояние
между смежными
дефектами, мм
|
Максимальное
количество
дефектов на длине
152,4 мм
|
|
3,2
|
3,2
|
50,8
|
2
|
|
3,2
|
1,6
|
25,4
|
Различное
|
|
3,2
|
0,8
|
12,7
|
Различное
|
|
3,2
|
0,4
|
9,5
|
Различное
|
|
1,6
|
1,6
|
12,7
|
4
|
|
1,6
|
0,8
|
9,5
|
Различное
|
|
1,6
|
0,4
|
6,4
|
Различное
|
|
0,8
|
0,8
|
6,4
|
8
|
|
0,8
|
0,4
|
4,8
|
Различное
|
|
0,4
|
0,4
|
3,2
|
16
|
2. Сумма диаметров дефектов на любом участке, равном 152,4 мм, не должна превышать 6,4 мм.
3. Максимальный диаметр дефекта для стенки толщиной 6,4 мм и менее должен равняться 2,4 мм.
4. Два дефекта диаметром 0,8 мм и менее могут располагаться на расстоянии одного диаметра друг от друга при условии, что они находятся на расстоянии 12,7 мм от всех других дефектов.
Важными факторами, которые необходимо учитывать при определении допустимости дефектов, являются размер дефектов, их размещение относительно друг друга, а также сумма диаметров дефектов на заданной длине шва. В общем случае это расстояние принимается равным 152,4 мм.
10. Недопустимыми дефектами при рентгеновском контроле являются трещины, непровары или несплавления, а также дефекты типа шлаковых включений и пор, размеры и/или распределение которых превышают указанные в
табл. 4.3
и
4.4
и на
рис. 4.2
и
4.3
.
К УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ
1. Оборудование, используемое для ультразвукового контроля должно обеспечивать возможность длительного и непрерывного контроля листового или рулонного проката, а также основного металла и сварных соединений труб. Проверка надежности и эффективности контроля должна осуществляться не менее одного раза в течение рабочей смены с использованием эталонных образцов согласно п. 2 настоящего приложения. Настройку и проверку настройки оборудования на эталонном образце необходимо выполнять, используя методы контроля, аналогичные применяемым при контроле изделия.
2. Эталонные образцы должны иметь тот же диаметр и толщину, что и проверяемое изделие. Необходимая длина эталонного образца определяется Производителем изделий. Применительно к контролю сварного соединения эталонные образцы должны иметь выполненный механической резкой паз (один паз на внутренней поверхности эталона и один - на наружной его поверхности) или просверленные отверстия. Размеры паза или отверстий показаны на
рис. 5.1
. Выбор варианта выполнения паза или отверстия производится Производителем изделий. Паз должен быть параллелен сварному шву и расположен на расстоянии от него, достаточном для получения двух отдельных и различимых сигналов. Отверстия диаметром 1,6 и 3,2 мм просверливаются сквозь стенку перпендикулярно поверхности эталонного образца, как показано на рисунке.
Рис. 5.1. Эталонные образцы:
а) паз с односторонним скосом (тип В);
б) V-образный скос (тип V10); в) паз с вертикальными
стенками (тип Р); г) пазы типа N 5 и N 10;
д) просверленное отверстие
Примечание. Размеры паза или отверстия не следует толковать как минимальный размер дефекта, обнаруживаемого настоящим методом или оборудованием.
Применительно к контролю основного металла и зоны термического влияния сварного шва на эталонных образцах выполняют плоскодонное отверстие диаметром 8 мм глубиной, равной половине толщины стенки трубы или исходной заготовки.
3. Предельно допустимый уровень сигнала, образуемого эталонным отражателем, приведен в
табл. 5.1
. Дефект, от которого уровень сигнала превышает уровень сигнала, показанный в таблице, квалифицируется как недопустимый, если только Производитель не докажет, что его размеры не превышают размеры допустимых дефектов, оговоренных настоящими Правилами. В частности, для труб, сваренных под флюсом, участки швов с дефектами, рассматриваемыми как недопустимые по данным ультразвукового контроля, могут быть перепроверены рентгенографическим контролем с использованием 2%-ного пенетрометра в соответствии с
Приложением 4
к настоящим Правилам.
Таблица 5.1
Предельно допустимый уровень сигнала
|
Способ сварки
|
Тип паза
или
отверстия
|
Размер
отверстия,
мм
|
Предельно
допустимый уро-
вень сигнала
|
|
Дуговая сварка под флюсом,
в защитных газах и процес-
сы сварки, применяемые при
ремонте швов
|
N 5
все другие
|
1,6
3,2
|
100
33,3
|
|
Сварка токами высокой
частоты
|
N 10, V 10
В, Р
|
3,2
-
|
100
80
|
При сварке труб в защитном газе, участки швов с дефектами, длина сигнала от которых превышает 25 мм, независимо от уровня сигнала, но превышающего уровень фонового сигнала, также могут быть перепроверены рентгенографическим контролем согласно настоящим требованиям или другим методом, согласованным между Заказчиком и Производителем изделий.
4. Предельно допустимый уровень сигнала от дефекта типа расслоения при контроле основного металла или зоны термического влияния, не должен превышать уровня сигнала, образуемого эталонным отражателем.