СВЕДЕНИЯ О ДОКУМЕНТЕ
Источник публикации
В данном виде документ опубликован не был.
Первоначальный текст документа опубликован в издании
М., 2018.
Информацию о публикации документов, создающих данную редакцию, см. в справке к этим документам.
Примечание к документу
Документ включен в
Перечень
документов в области стандартизации, в результате применения которых на добровольной основе обеспечивается соблюдение требований Федерального
закона
от 30.12.2009 N 384-ФЗ "Технический регламент о безопасности зданий и сооружений" (
Приказ
Росстандарта от 02.04.2020 N 687).
Документ включен в
Перечень
документов в области стандартизации, в результате применения которых на добровольной основе обеспечивается соблюдение требований Федерального
закона
от 30.12.2009 N 384-ФЗ "Технический регламент о безопасности зданий и сооружений" (
Приказ
Росстандарта от 17.04.2019 N 831).
Изменение N 1
, утв.
Приказом
Минстроя России от 30.05.2022 N 430/пр, введено в действие с 30.05.2022.
Название документа
"СП 399.1325800.2018. Свод правил. Системы водоснабжения и канализации наружные из полимерных материалов. Правила проектирования и монтажа"
(утв. и введен в действие Приказом Минстроя России от 30.11.2018 N 780/пр)
(ред. от 30.05.2022)
"СП 399.1325800.2018. Свод правил. Системы водоснабжения и канализации наружные из полимерных материалов. Правила проектирования и монтажа"
(утв. и введен в действие Приказом Минстроя России от 30.11.2018 N 780/пр)
(ред. от 30.05.2022)
Приказом
Министерства строительства
и жилищно-коммунального хозяйства
Российской Федерации
от 30 ноября 2018 г. N 780/пр
СВОД ПРАВИЛ
СИСТЕМЫ ВОДОСНАБЖЕНИЯ И КАНАЛИЗАЦИИ
НАРУЖНЫЕ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
ПРАВИЛА ПРОЕКТИРОВАНИЯ И МОНТАЖА
External water supply and sewer systems made
of polymer material. Design and installation rules
СП 399.1325800.2018
|
Список изменяющих документов
(в ред.
Изменения N 1
, утв.
Приказом
Минстроя России от 30.05.2022 N 430/пр)
|
Дата введения
31 мая 2019 года
Сведения о своде правил
1 ИСПОЛНИТЕЛЬ - Общество с ограниченной ответственностью "Группа ПОЛИПЛАСТИК"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПОДГОТОВЛЕН к утверждению Департаментом градостроительной деятельности и архитектуры Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России)
4 УТВЕРЖДЕН
приказом
Министерства строительства и жилищно-коммунального хозяйства Российской Федерации от 30 ноября 2018 г. N 780/пр и введен в действие с 31 мая 2019 г.
5 ЗАРЕГИСТРИРОВАН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
6 ВВЕДЕН ВПЕРВЫЕ
В случае пересмотра (замены) или отмены настоящего свода правил соответствующее уведомление будет опубликовано в установленном порядке. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования
-
на официальном сайте разработчика (Минстрой России) в сети Интернет
Настоящий свод правил разработан в соответствии с Федеральным
законом
от 30 декабря 2009 г. N 384 "Технический регламент о безопасности зданий и сооружений".
Свод правил содержит требования к проектированию и строительству трубопроводов и сооружений на наружных сетях водоснабжения и водоотведения из полимерных материалов, включая использование полимерных материалов при реконструкции (ремонте) существующих трубопроводов, для обеспечения требований к наружным системам водоснабжения и канализации, установленных
СП 31.13330.2012
"Водоснабжение. Наружные сети и сооружения" и
СП 32.13330.2012
"Канализация. Наружные сети и сооружения".
Настоящий свод правил разработан авторским коллективом Общества с ограниченной ответственностью "Группа ПОЛИПЛАСТИК" (руководитель организации - канд. техн. наук
М.И. Гориловский;
руководитель разработки - канд. техн. наук
Е.И. Зайцева;
исполнители -
И.П. Сафронова,
канд. техн. наук
И.А. Аверкеев,
канд. техн. наук
В.К. Семенов, Н.В. Прокопьев).
1.1 Настоящий свод правил устанавливает требования к проектированию, строительству (в том числе реконструкции или ремонту) наружных сетей холодного водоснабжения, водоотведения (в том числе дренажных сетей) с использованием труб, соединительных деталей, колодцев и емкостей, изготовленных из полиэтилена, блок-сополимера пропилена, непластифицированного поливинилхлорида, а также ориентированного непластифицированного поливинилхлорида.
1.2 Настоящий свод правил распространяется на напорные и безнапорные трубопроводы:
- при открытой прокладке;
- бестраншейной прокладке, в том числе методами горизонтально-направленного бурения (ГНБ);
- реконструкции трубопроводов методом протяжки внутри них новых полимерных трубопроводов;
- прокладке в особых природно-климатических условиях, включая просадочные, многолетнемерзлые, подрабатываемые территории, площадки с сейсмичностью свыше 6 баллов и т.п.
1.3 Свод правил не распространяется:
- на сети горячего водоснабжения;
- сети производственной канализации, транспортирующие агрессивные к полимерам сточные воды;
- сети водоснабжения и водоотведения с использованием труб из хлорированного поливинилхлорида; полибутена, полипропилена гомополимера и рандом сополимера;
- на трубопроводы технических устройств, относящихся к опасным производственным объектам в составе сетей водоснабжения или канализации.
В настоящем своде правил использованы нормативные ссылки на следующие документы:
ГОСТ 12.1.044-89
(ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 286-82
Трубы керамические канализационные. Технические условия
ГОСТ 8032-84
(СТ СЭВ 3961-83) Предпочтительные числа и ряды предпочтительных чисел
ГОСТ 8696-74
Трубы стальные электросварные со спиральным швом общего назначения. Технические условия
ГОСТ 9583-75
Трубы чугунные напорные, изготовленные методами центробежного и полунепрерывного литья. Технические условия
ГОСТ 10704-91
Трубы стальные электросварные прямошовные. Сортамент
ГОСТ 12586.0-83
Трубы железобетонные напорные виброгидропрессованные. Технические условия
ГОСТ 15846-2002
Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18599-2001
Трубы напорные из полиэтилена. Технические условия
ГОСТ 24105-80
(СТ СЭВ 884-78) Изделия из пластмасс. Термины и определения дефектов
ГОСТ 24297-2013
Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 25100-2011
Грунты. Классификация
ГОСТ 32413-2013
Трубы и фасонные части из непластифицированного поливинилхлорида для систем наружной канализации. Технические условия
ГОСТ 32415-2013
Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ 32972-2014
Колодцы полимерные канализационные. Технические условия
ГОСТ ИСО 4065-2005
Трубы из термопластов. Таблица универсальных толщин стенок
ГОСТ ИСО 12162-2006
Материалы термопластичные для напорных труб и соединительных деталей. Классификация и обозначение. Коэффициент запаса прочности
ГОСТ EN 13705-2015
Сварка термопластов. Оборудование для сварки нагретым газом и экструзионной сварки
ГОСТ Р 51613-2000
Трубы напорные из непластифицированного поливинилхлорида. Технические условия
ГОСТ Р 52779-2007
(ИСО 8085-2:2001, ИСО 8085-3:2001) Детали соединительные из полиэтилена для газопроводов. Общие технические условия
ГОСТ Р 54475-2011
Трубы полимерные со структурированной стенкой и фасонные части к ним для систем наружной канализации. Технические условия
ГОСТ Р 54792-2011
Дефекты в сварных соединениях термопластов. Описание и оценка
ГОСТ Р 55276-2012
(ИСО 21307:2011) Трубы и фитинги пластмассовые. Процедуры сварки нагретым инструментом встык полиэтиленовых (ПЭ) труб и фитингов, используемых для строительства газо- и водопроводных распределительных систем
ГОСТ Р 56155-2014
Сварка термопластов. Экструзионная сварка труб, деталей трубопроводов и листов
ГОСТ Р 56290-2014
Системы газораспределительные. Требования к сетям газораспределения. Часть 3. Реконструкция
ГОСТ Р 56927-2016
Трубы из ориентированного непластифицированного поливинилхлорида для водоснабжения. Технические условия
ГОСТ Р ИСО 3126-2007
Трубопроводы из пластмасс. Пластмассовые элементы трубопровода. Определение размеров
ГОСТ Р ИСО 12176-1-2011
Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
ГОСТ Р ИСО 12176-2-2011
Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 2. Сварка с закладными нагревателями
ГОСТ Р ИСО 12176-3-2014
Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 3. Идентификация оператора
СП 14.13330.2018
"СНиП II-7-81* Строительство в сейсмических районах"
СП 18.13330.2011
"СНиП II-89-80* Генеральные планы промышленных предприятий" (с изменением N 1)
СП 21.13330.2012
"СНиП 2.01.09-91 Здания и сооружения на подрабатываемых территориях и просадочных грунтах" (с изменением N 1)
СП 22.13330.2016
"СНиП 2.02.01-83* Основания зданий и сооружений"
СП 25.13330.2012
"СНиП 2.02.04-88 Основания и фундаменты на вечномерзлых грунтах" (с изменением N 1)
СП 31.13330.2012
"СНиП 2.04.02-84* Водоснабжение. Наружные сети и сооружения" (с изменениями N 1, N 2)
СП 32.13330.2012
"СНиП 2.04.03-85 Канализация. Наружные сети и сооружения" (с изменением N 1)
СП 42.13330.2016
"СНиП 2.07.01-89* Градостроительство. Планировка и застройка городских и сельских поселений"
СП 45.13330.2017
"СНиП 3.02.01-87 Земляные сооружения, основания и фундаменты"
СП 48.13330.2011
"СНиП 12-01-2004 Организация строительства" (с изменением N 1)
СП 61.13330.2012
"СНиП 41-03-2003 Тепловая изоляция оборудования и трубопроводов" (с изменением N 1)
СП 100.13330.2016
"СНиП 2.06.03-85 Мелиоративные системы и сооружения"
СП 119.13330.2012
"СНиП 32-01-95 Железные дороги колеи 1520 мм" (с изменением N 1)
СП 129.13330.2011
"СНиП 3.05.04-85* Наружные сети и сооружения водоснабжения и канализации"
СП 131.13330.2012
"Строительная климатология" (с изменением N 2)
СП 248.1325800.2016
Сооружения подземные. Правила проектирования
СП 249.1325800.2016
Коммуникации подземные. Проектирование и строительство закрытым и открытым способами
СП 272.1325800.2016
Системы водоотведения городские и поселковые. Правила обследования
СП 341.1325800.2017
Подземные инженерные коммуникации. Прокладка горизонтальным направленным бурением
Примечание - При пользовании настоящим сводом правил целесообразно проверить действие ссылочных документов в информационной системе общего пользования - на официальном сайте федерального органа исполнительной власти в сфере стандартизации в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего свода правил в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
В настоящем своде правил применены следующие термины с соответствующими определениями:
3.1.1
|
коэффициент запаса прочности (для расчета трубопровода)
C:
Общий коэффициент со значением больше 1, который учитывает условия эксплуатации, в том числе и свойства элементов трубопровода, не учтенные при определении нижнего доверительного предела.
[ГОСТ Р ИСО 12162-2006,
статья 3.4
]
|
Примечание - Минимальные значения
C
равны:
1,25 - для труб из полиэтилена и блок-сополимера пропилена;
1,6 - для труб из непластифицированного поливинилхлорида (за исключением случаев, предусмотренных
ГОСТ Р 51613
и
ГОСТ Р 56927
).
3.1.2
максимальное рабочее давление MOP, 10
5
Па (бар):
Максимальное давление среды в трубопроводе, которое допускается при постоянной эксплуатации. MOP учитывает физические и механические характеристики элементов трубопровода.
Примечания
1 Вычисляют по формуле
где MRS и SDR - см. 3.1.3 и
3.1.18
соответственно.
2 10
5
Па = 0,1 МПа = 1 бар.
3.1.3
минимальная длительная прочность MRS, МПа:
Значение нижнего доверительного предела прогнозируемой гидростатической прочности
 , округленное до ближайшего нижнего значения ряда R10 или R20 по
ГОСТ 8032
в зависимости от значения
, округленное до ближайшего нижнего значения ряда R10 или R20 по
ГОСТ 8032
в зависимости от значения
 (см.
ГОСТ ИСО 12162
).
(см.
ГОСТ ИСО 12162
).
3.1.4
неподвижная опора:
Конструкция, не допускающая осевых перемещений трубы, возникающих вследствие температурных деформаций и грунтовых воздействий.
3.1.5
нижний доверительный предел прогнозируемой гидростатической прочности
 , МПа:
Величина, с размерностью напряжения, определяющая свойства материала, представляющая собой 97,5%-ный нижний доверительный предел прогнозируемой длительной гидростатической прочности при 20 °C на 50 лет при внутреннем давлении воды.
, МПа:
Величина, с размерностью напряжения, определяющая свойства материала, представляющая собой 97,5%-ный нижний доверительный предел прогнозируемой длительной гидростатической прочности при 20 °C на 50 лет при внутреннем давлении воды.
3.1.6
номинальная кольцевая жесткость SN, кН/м
2
:
Числовое обозначение минимальной кольцевой жесткости труб.
3.1.7
номинальная толщина стенки
e
n
,
мм:
Толщина стенки трубы, установленная в
ГОСТ ИСО 4065
и соответствующая минимальной допустимой толщине стенки в любой точке
e
min
.
3.1.8
номинальное давление PN:
Численное обозначение, относящееся к механическим свойствам элементов трубопровода, используемое для ссылок.
Примечание - Для пластмассовых трубопроводов, транспортирующих воду, номинальное давление соответствует постоянному максимальному рабочему давлению, выраженному в 10 Па (бар), создаваемому водой при 20 °C, с учетом минимального коэффициента запаса прочности.
3.1.9
номинальный диаметр
d
n
,
мм:
Диаметр, назначенный для номинального размера.
3.1.10
номинальный размер DN:
Числовое обозначение размера элементов трубопровода, приблизительно равное производственным размерам, в миллиметрах.
3.1.11
номинальный размер DN/ID:
Номинальный размер, относящийся к внутреннему диаметру.
3.1.12
номинальный размер DN/OD:
Номинальный размер, относящийся к наружному диаметру.
3.1.13
овализация:
Укорочение вертикального диаметра трубы.
3.1.14
полимерная емкость:
Контейнер или резервуар, предназначенный для хранения или обработки жидкости, выполненный из полимерных материалов (например, из полимерных труб).
3.1.15
полимерные трубы:
Трубы, изготовленные из полимерных материалов.
3.1.16
свертная муфта:
Разъемная муфта, имеющая разъем в плоскости параллельной оси муфты, снабженная уплотнительными кольцами или вкладышами.
3.1.17
соединительная деталь:
Полимерная деталь, служащая для соединения полимерных труб или других изделий.
Примечание - В нормативных документах, устанавливающих требования к системам канализации, использован термин-синоним "фасонная часть".
3.1.18
стандартное размерное отношение SDR:
Отношение диаметра, назначенного для номинального размера DN/OD, к номинальной толщине стенки трубы
e
n
.
3.1.19
телескопический удлинитель колодца:
Вертикальный элемент, имеющий кольцевое сечение, который позволяет осуществлять регулировку высоты шахты колодца, например при оседании колодца после установки.
3.1.20
телескопический удлинитель штока:
Вертикальный элемент, позволяющий осуществлять регулировку высоты узла управления запорной арматуры (в бесколодезном исполнении или при установке в колодце).
Примечание - Глубину установки телескопического удлинителя штока принимают в соответствии с требованиями предприятия-изготовителя запорной арматуры и проекта.
3.1.21
трубная продукция:
Изделия полной заводской готовности, применяемые для монтажа трубопроводных систем (трубы, соединительные детали, колодцы, емкости, запорная арматура).
3.1.22
упор:
Массивный блок из монолитного или сборного железобетона, предназначенный для восприятия усилий, возникающих под действием внутреннего давления в местах поворотов и ответвлений трубопровода.
В настоящем своде правил применены следующие сокращения:
ЗН - закладной нагреватель;
ЗФП - защитное фильтрующее покрытие;
НПВХ - непластифицированный поливинилхлорид;
НСМ - нетканые синтетические материалы;
ПВХ-О - ориентированный непластифицированный поливинилхлорид;
ПОС - проект организации строительства;
ППР - проект производства работ;
ПП-Б - блок-сополимер пропилена;
ПЭ - полиэтилен;
ПЭ 80 - полиэтилен с MRS 8,0 МПа;
ПЭ 100 - полиэтилен с MRS 10,0 МПа;
ПЭ 100-RC - полиэтилен с MRS 10,0 МПа и повышенной стойкостью к образованию и распространению трещин;
ТУЛ - термоусаживающаяся лента;
ТУМ - термоусаживающаяся муфта;
ФУМ - фоторопластовый уплотнительный материал.
4.1 Проектирование и строительство полимерных трубопроводов сетей водоснабжения проводят в соответствии с
СП 31.13330
, сетей водоотведения -
СП 32.13330
, а также в соответствии с
СП 100.13330
,
СП 129.13330
,
СП 42.13330
,
СП 18.13330
,
СП 248.1325800
,
СП 249.1325800
и настоящим сводом правил.
4.2 Монтаж и эксплуатацию трубопроводов из полимерных материалов осуществляют силами специалистов, прошедших обучение или повышение квалификации по соответствующим программам дополнительного профессионального образования в области применения полимерной трубной продукции, в соответствии с установленным действующим законодательством Российской Федерации порядком.
4.3 Для напорных сетей водоснабжения и водоотведения применяют трубы по
ГОСТ 18599
,
ГОСТ Р 56927
,
ГОСТ Р 51613
, трубы и соединительные детали по
ГОСТ 32415
(класс XB). Допускается применение полиэтиленовых соединительных деталей по
ГОСТ Р 52779
.
4.4 Для напорных сетей водоснабжения и водоотведения с максимальным рабочим давлением до 0,6 МПа допускается применять трубы и соединительные детали со структурированной стенкой конструкции типа B по
ГОСТ Р 54475
, прошедшие в заводских условиях испытания на стойкость к внутреннему давлению при испытательном давлении не менее 1,2 максимального рабочего давления в течение не менее 100 ч при температуре 20 °C. Значение максимального рабочего давления должно быть указано в сопроводительном документе о качестве труб или соединительных деталей.
4.5 Трубы и соединительные детали, предназначенные для питьевого водоснабжения, должны иметь разрешительные документы с выводом о соответствии труб и соединительных деталей
требованиям
[1]
, предъявляемым к данному виду продукции.
4.6 Для безнапорных сетей водоотведения применяют трубы и соединительные детали по
ГОСТ Р 54475
и
ГОСТ 32413
.
4.7 Для подземных сетей водоотведения применяют полимерные колодцы по
ГОСТ 32972
.
4.8 Допускается применение труб, соединительных деталей, колодцев и емкостей (далее - изделия), изготовленных по техническим условиям, в тех случаях, когда требования к характеристикам этих изделий более жесткие или когда типоразмер этих изделий не входит в сортамент, предусмотренный стандартами.
4.9 Допускается применение полиэтиленовых соединительных деталей, изготовленных сваркой нагретым инструментом встык, произведенных по техническим условиям в заводских условиях.
4.10 Для присоединения полимерного трубопровода к трубам из других материалов применяют фланцевые соединения, детали с закладной металлической резьбовой или фланцевой вставкой или свертные муфты.
Применение раструбных соединений труб из разных материалов допускается при наличии уплотнительных материалов (уплотнительных колец, манжет и пр.), компенсирующих разность в геометрических размерах труб и обеспечивающих необходимую герметичность соединения.
Присоединение самотечных полимерных трубопроводов к трубам из других материалов также допускается осуществлять через колодец.
4.11 Для присоединения напорных полиэтиленовых трубопроводов к стальным трубам допускается применять неразъемные соединения "полиэтилен-сталь", изготовленные по техническим условиям в заводских условиях и прошедшие испытания на стойкость к осевой нагрузке или внутреннему давлению. При этом следует предусматривать устройство неподвижной опоры со стороны полиэтиленовой части соединения.
Примечание - При испытаниях на стойкость к осевой нагрузке герметичность должна сохраняться вплоть до достижения полиэтиленовым патрубком предела текучести.
4.12 При проходе полимерных трубопроводов через стенки железобетонных колодцев могут быть применены полимерные гильзы (в том числе с внешним покрытием, обеспечивающим адгезию с бетоном) и (или) манжеты из эластомерных материалов.
4.13 Уплотнительные материалы должны обеспечивать герметичность соединения в течение всего срока службы трубопровода и быть безопасными к транспортируемой среде.
4.14 В качестве запорной арматуры на напорных трубопроводах могут быть использованы запорная арматура из полимерных материалов или чугунные задвижки в бесколодезном исполнении, с выводом узла управления через телескопический удлинитель штока под ковер с опорной плитой или под люк, а также кран с врезкой в седловом отводе.
4.15 Полимерные емкости, независимо от глубины укладки, могут находиться в незаполненном состоянии в течение всего срока эксплуатации. Допускается наземная установка полимерных емкостей при условии их обвалования или защиты от солнечных лучей изоляционными материалами.
4.16 При подземной прокладке трубопроводов допускается размещать фланцевое соединение в земле (без колодца) при условии обеспечения защиты от коррозии и отсутствии необходимости периодического обслуживания.
4.17 Значения овализации трубопровода должны составлять не более чем:
6% - кратковременная;
10% - долговременная.
Допустимые значения для конкретных видов труб уточняют у изготовителя.
4.18 При надземной прокладке трубопроводов следует предусматривать их защиту от солнечных лучей изоляционными материалами или покрытиями.
5.1.1 Выбор материала, класса и диаметров полимерных труб для водоводов, водопроводных и водоотводящих сетей следует проводить на основании гидравлического, прочностного и технико-экономических расчетов, температуры транспортируемой воды, классификации грунтов по
ГОСТ 25100
, а также особенностей эксплуатации этих трубопроводов.
5.1.2 Классификацию напорных труб следует определять по показателю SDR или номинальному давлению PN.
5.1.3 Классификацию безнапорных труб следует определять по виду полимерного материала, значению номинальной кольцевой жесткости SN, а также по номинальному размеру DN/ID или DN/OD.
5.1.4 Напорные трубы и соединительные детали из ПЭ применяют для систем водоснабжения и напорного водоотведения при рабочей температуре воды до 40 °C и номинальном давлении до 2,5 МПа (25 бар). Различают напорные трубы трех типов:
- трубы из ПЭ, в том числе с маркировочными полосами;
- трубы из ПЭ с соэкструзионными слоями на наружной и (или) внутренней поверхностях трубы, где все слои имеют одинаковое значение MRS;
- трубы из ПЭ с дополнительной защитной оболочкой из термопласта на наружной поверхности трубы.
Трубы из ПЭ могут изготовляться с соэкструзионными слоями разного цвета.
5.1.5 Для сточных вод с концентрацией взвешенных веществ свыше 4000 мг/л (СП 32.13330.2012,
пункт 7.6.2
) целесообразно применять трубы, внутренняя поверхность которых имеет повышенную стойкость к гидроабразивному износу. Срок службы таких труб определяется предприятием-изготовителем в соответствии с испытаниями данных труб.
5.1.6 Трубы из ПЭ 100-RC и трубы с наружным и внутренним соэкструзионными слоями из ПЭ 100-RC применяют при прокладке методом ГНБ или реконструкции методом протяжки с предварительным обжатием полиэтиленовой трубы или методом разрушения старого трубопровода.
5.1.7 Трубы с дополнительной защитной оболочкой из термопласта на наружной поверхности трубы применяют при прокладке в техногенных, скальных и просадочных грунтах, а также на площадках с сейсмичностью свыше 6 баллов.
5.1.8 Трубы из НПВХ применяют для напорных сетей водоснабжения при температуре воды до 45 °C, а также для подземных напорных и безнапорных сетей водоотведения, в том числе при пересечении других инженерных коммуникаций, железных и автомобильных дорог.
5.1.9 Напорные трубы и соединительные детали из ПВХ-О целесообразно использовать для систем водоснабжения и напорного водоотведения при рабочей температуре воды до 45 °C и номинальном давлении до 2,5 МПа (25 бар).
5.1.10 Трубы и соединительные детали со структурированной стенкой, применяемые для сетей безнапорного подземного водоотведения, подразделяются на следующие типы:
- тип A - трубы с гладкой наружной и внутренней поверхностью;
- тип B - трубы с гладкой внутренней и профилированной наружной поверхностью.
5.1.11 Трубы типа A применяют для безнапорных трубопроводов, в том числе при реконструкции (ремонте) трубопроводов водоотведения без отвода транспортируемых стоков (в потоке).
5.1.12 Трубы с профилированной наружной поверхностью, усиленной стальной лентой, допускается применять для прокладки в условиях воздействия значительных нагрузок, в том числе при пересечении железных дорог категорий I, II и III и автомобильных дорог категорий I и II с учетом требований
5.1.1
и
5.2.15
.
5.1.13 При прокладке трубопроводов на глубине свыше 5 м, а в водонасыщенных грунтах - на глубине свыше 4 м применяют трубы с
SN
8 и выше. Для приведенных условий допускается применять трубы с более низким классом
SN
при соответствующем обосновании.
5.1.14 Для дренажных сетей применяют трубопроводы со структурированной стенкой типа B (
рисунок 5.1
, а), с профилированной наружной и внутренней поверхностями (
рисунок 5.1
, б), а также трубы типа A многослойные со вспененным средним слоем, с нанесенной перфорацией.
При строительстве дренажей для отвода поверхностных вод и для подкюветных или пристеночных дренажей используют трубы с перфорацией в верхней части трубы, для глубинных дренажей - с перфорацией по всему периметру трубы
(рисунок 5.2)
.

1
- водоприемное отверстие
с двухслойной (
а
) и однослойной стенкой (
б
)
а
- частичное перфорирование:
- полное перфорирование:

б
- частичное перфорирование:

- полное перфорирование:

а -
для труб DN/OD 110 - 160 мм;
б
- для труб DN/OD
200 - 630 мм и DN/ID 200 - 600 мм
5.1.15 Для предотвращения заиливания дренажных трубопроводов допускается применение перфорированных полимерных труб в защитном фильтрующем покрытии, изготовленных в заводских условиях.
5.1.16 Трубы с дополнительной защитной оболочкой из термопласта на наружной поверхности трубы применяют и при строительстве в местах с повышенной инсоляцией (значение суммарной годовой солнечной радиации на горизонтальную поверхность более 1716 кВт·ч/м
2
) по
СП 131.13330
, а также при строительстве трубопроводов в обваловании.
5.1.17 Соединительные детали следует разделять по способу соединения с трубой или друг с другом:
- механическим способом;
- с помощью сварки;
- склеиванием.
5.1.18 При механическом способе соединения различают следующие типы соединений:
- в раструб с помощью уплотнительного кольца;
- компрессионный, когда соединение осуществляется обжатием детали по наружной поверхности трубы;
- резьбовой;
- фланцевый.
5.1.19 Соединительные детали, предназначенные для присоединения с помощью сварки, подразделяются на следующие типы:
- с трубными концами - сварные или изготовленные методом литья под давлением, изгибанием, прессованием, намоткой с последующей механической обработкой или механической обработкой трубных заготовок;
- с раструбными концами, изготовленные методом литья под давлением, прессованием или другим промышленным способом;
- со встроенными ЗН, изготовленные методом литья под давлением или другим промышленным способом.
5.1.20 Величину PN сварных соединительных деталей определяют по формуле
 (1)
(1)
где PN
m
- величина PN труб, из которых изготовлены сварные соединительные детали;
f
- коэффициент снижения давления, принимаемый:
0,8 - для сварных отводов с углом поворота больше 15°;
0,6 - для сварных тройников.
Для сварных соединительных деталей с углом реза не более 7,5° или усилением толщины стенки в зоне сварных швов, выполненным путем намотки в заводских условиях,
f
= 1,0.
5.1.21 Значения номинального давления PN и f сварных соединительных деталей должны быть указаны в сопроводительном документе предприятия - изготовителя деталей.
5.1.22 Соединительные детали с ЗН могут быть:
- с раструбными концами (муфты, отводы, переходы, тройники и заглушки);
- в виде седлового T-образного отвода, устанавливаемого на наружную поверхность трубы, имеющего один или более ЗН, со встроенным режущим инструментом для вырезки отверстия в трубе. После монтажа инструмент остается в теле детали;
- в виде седлового прямого отвода, устанавливаемого на наружную поверхность трубы, имеющего один или более ЗН, без встроенного режущего инструмента.
5.1.23 Компрессионные соединительные детали для полиэтиленовых труб должны быть рассчитаны на рабочее давление в диапазоне до 1,0 или до 1,6 МПа включительно и состоять из следующих элементов
(рисунок 5.3)
:
- полимерного корпуса, с внешней резьбой и фиксатором, который ограничивает длину вводимого конца трубы;
- уплотнительных колец-прокладок, находящихся в местах соединения для обеспечения герметичности;
- зажимных колец, защищающих соединение от повреждений механического характера и фиксирующих место соединения, не позволяя развинчиваться в непредвиденных ситуациях;
- втулки, запрессовывающей прокладку и препятствующей ее повреждению из-за повышения давления в системе;
- гаек в виде крышек, которые надежно закрывают место соединения за счет внутренней резьбы.
Примечание - Зажимное кольцо и втулка могут быть выполнены в виде монолитной конструкции.

1
- гайка-крышка;
2
- зажимное фальцевое кольцо;
3
- втулка;
4
- уплотнительное кольцо-прокладка;
5
- корпус
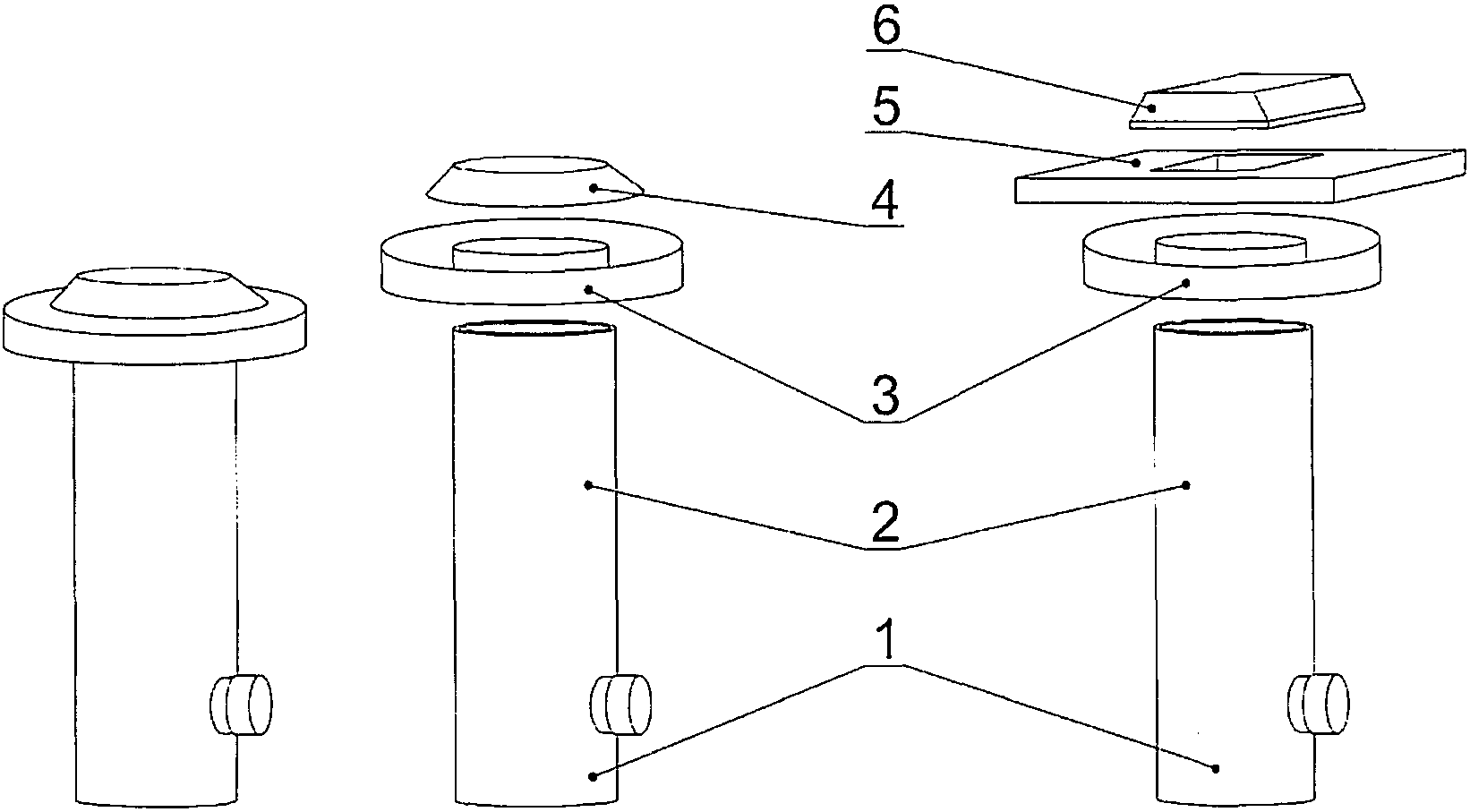
5.1.24 Полимерные колодцы могут быть изготовлены из НПВХ, ПП-Б и ПЭ в виде отдельных элементов или как неразъемное цельное изделие. В зависимости от диаметра и назначения колодца могут быть выделены следующие элементы:
- база (в случае неразъемного цельного колодца база условно заканчивается на расстоянии 300 мм от верхней точки основного канала лотка);
- шахта;
- конус (в зависимости от конструкции);
- телескопический удлинитель колодца (при необходимости);
- люк и приповерхностные элементы конструкции колодца.
Для соединения деталей колодца следует применять:
- соединения с уплотнительным кольцом из эластомера;
- сварные соединения;
- клеевые соединения (для НПВХ);
- механические соединения.
Типовые конструкции и элементы полимерных колодцев представлены на
рисунках 5.4
-
5.10
.
1
- шахта-база;
2
- лестница;
3
- уплотнительное кольцо;
4
- конус-переход (горловина);
5
- форма для железобетонной
плиты под люк;
6
- люк

1
- база;
2
- шахта;
3
- лестница;
4
- конус-переход
(горловина);
5
- форма для железобетонной плиты под люк;
6
- люк
Рисунок 5.5 -
Элементы тангенциального колодца
1
- база;
2
- шахта-база;
3
- уплотнительное кольцо;
4
- шахта;
5
- лестница;
6
- уплотнительное кольцо;
7
- конус-переход (горловина);
8
- форма
для железобетонной плиты под люк;
9
- люк
Рисунок 5.6 -
Элементы модульного и сварного колодцев

1 - база;
2
- уплотнительное кольцо;
3
- шахта;
4
- телескопический удлинитель колодца;
5
- форма для железобетонной плиты под люк;
6
- люк
Рисунок 5.7 -
Элементы модульных инспекционных колодцев

1
- полимерный люк;
2
- резиновая уплотнительная муфта;
3
- база-шахта;
4
- полимерный люк
Рисунок 5.8 -
Элементы модульного дренажного колодца

1
- осадочная часть;
2
- шахта-база;
3
- уплотнительное
кольцо;
4
- конус-переход (горловина);
5
- форма
для железобетонной плиты под прямоугольную решетку;
6
- прямоугольная решетка;
7
- форма для железобетонной
плиты под круглую решетку;
8
- круглая решетка
Рисунок 5.9
- Элементы дождеприемных колодцев DN 1000
1
- осадочная часть;
2
- шахта-база;
3
- форма
для железобетонной плиты под круглую решетку;
4
- круглая решетка;
5
- дорожная плита
под прямоугольную решетку;
6
- прямоугольная решетка
5.1.25 Номинальный размер DN инспекционного колодца определяется внутренним диаметром шахты и выбирается из ряда: DN/ID - DN 200, DN 225, DN 250, DN 300, DN 350, DN 375, DN 400, DN 450, DN 500, DN 600, DN 700, DN 800.
Допускается назначать номинальный размер инспекционного колодца относительно наружного диаметра шахты в форме трубы. Номинальный размер DN/OD выбирают из ряда: DN 200, DN 250, DN 315, DN 400, DN 500, DN 630, DN 800.
Для обеспечения доступа и нахождения внутри колодца обслуживающего персонала диаметр колодца должен быть не менее DN/ID 1000.
Для колодцев, изготовленных по
ГОСТ 32972
и предназначенных для доступа к трубопроводу контрольного и очистительного оборудования, обеспечивающих при условии соблюдения необходимых мер безопасности нахождение обслуживающего персонала внутри колодца, допускается принимать диаметр DN/ID 800.
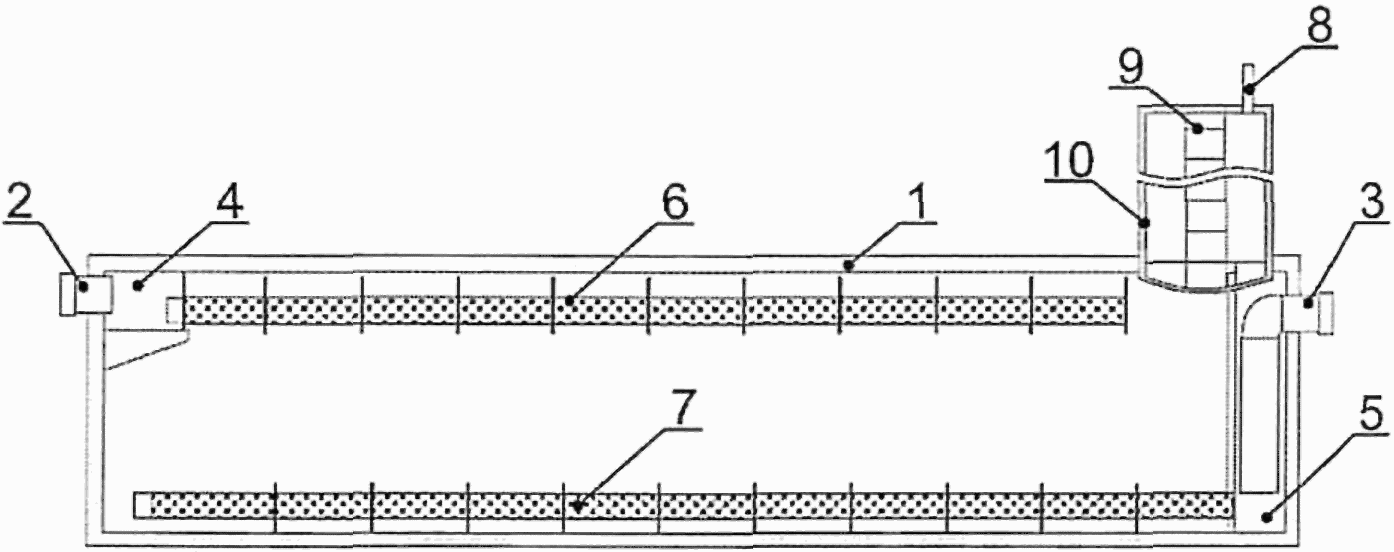
5.1.26 Емкости, изготовленные из труб со структурированной стенкой типа A с кольцевыми или спиральными полыми секциями (рисунки 5.11 -
5.20
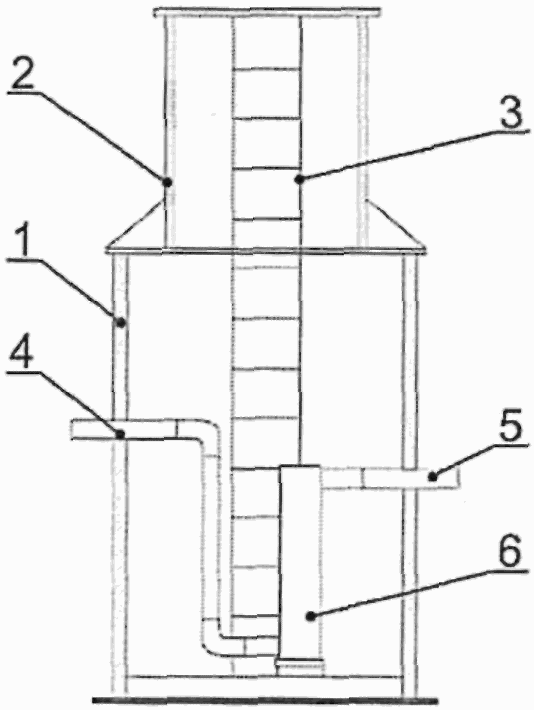
), применяют при строительстве локальных очистных сооружений, систем охлаждения оборотного водоснабжения промышленных предприятий, накопительных емкостей хранения воды и систем защиты территории от подтопления.

1
- корпус;
2
- шахта обслуживания;
3
- вентиляционная
труба;
4
- подводящий патрубок;
5
- патрубок полного слива;
6
- отводящий патрубок;
7
- лестница
Рисунок 5.11
- Емкость хранения воды на технические нужды

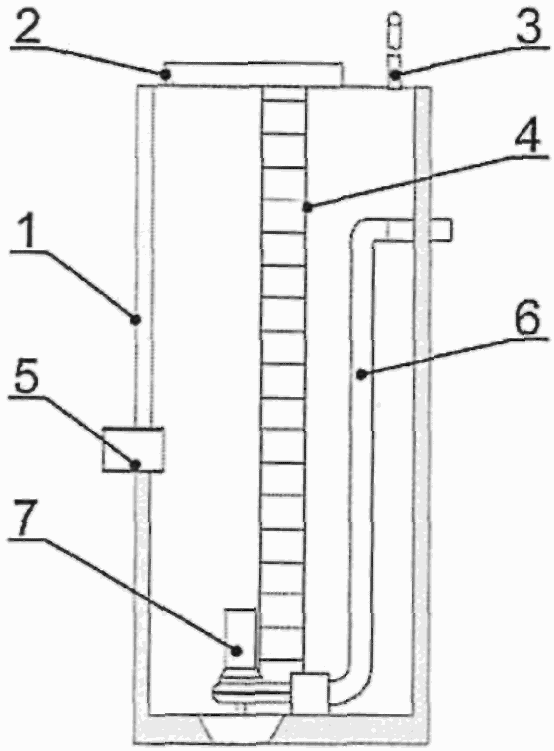
1
- корпус;
2
- вентиляционная труба;
3
- фильтр-поглотитель;
4
- шахта обслуживания;
5
- отводящий патрубок;
6
- подводящий патрубок;
7
- переливной патрубок;
8
- патрубок полного слива;
9
- лестница
Рисунок 5.12
- Емкость хранения воды питьевого качества
1
- пожарный гидрант;
2
- корпус;
3
- труба
вентиляционная;
4
- шахта обслуживания
Рисунок 5.13
- Пожарный резервуар

1
- корпус;
2
- коалесцентный блок;
3
- подводящий
патрубок;
4
- отводящий патрубок;
5
- шахта
обслуживания;
6
- вентиляционная труба;
7
- лестница;
8
- труба откачки осадка
Рисунок 5.14
- Маслобензоотделитель

1
- корпус;
2
- шахта обслуживания;
3
- вентиляционная
труба;
4
- лестница;
5
- подводящий патрубок;
6
- отводящий патрубок
Рисунок 5.15
- Пескоотделитель
1
- корпус;
2
- подводящий патрубок;
3
- отводящий
патрубок;
4
- приемная камера неочищенных стоков;
5
- приемная камера очищенных стоков;
6
- труба
распределения потока;
7
- приемные трубы очищенных
стоков;
8
- вентиляционная труба;
9
- лестница;
10
- шахта обслуживания
Рисунок 5.16 -
Сорбционный фильтр

1
- пескоотделитель;
2
- маслобензоотделитель;
3
- сорбционный фильтр;
4
- подводящий патрубок;
5
- отводящий патрубок
Рисунок 5.17 -
Составное очистное сооружение

1
- корпус;
2
- шахта обслуживания;
3
- вентиляционная
труба;
4
- подводящий патрубок;
5
- отводящий патрубок;
6
- перегородка
Рисунок 5.18 -
Жироуловитель
1
- корпус;
2
- крышка;
3
- вентиляционная труба;
4
- лестница;
5
- подводящий патрубок;
6
- отводящий
патрубок;
7
- насосное оборудование
Рисунок 5.19 -
Канализационная насосная станция
1
- корпус;
2
- шахта обслуживания;
3
- лестница;
4
- подающий патрубок;
5
- отводящий патрубок;
6
- ультрафиолетовая лампа
5.1.27 Емкости, изготовленные из труб со структурированной стенкой типа B, применяют для накопителей или временного хранения воды и сточных вод.
5.1.28 Значение номинальной кольцевой жесткости для труб со структурированной стенкой, применяемых для изготовления емкостей, рекомендуется принимать не менее чем SN 2 при глубине укладки не более 2 м от верха емкости. При глубине укладки более 2 м значение номинальной кольцевой жесткости определяется расчетом.
5.1.29 Допускается применять в полимерных емкостях усиливающие элементы, которые позволяют повысить их исходную кольцевую жесткость и имеют срок службы, соответствующий сроку службы емкости - не менее 50 лет, при этом исходная кольцевая жесткость емкости должна составлять не менее чем SN 2. Конструктивные решения усиливающих элементов определяются предприятием-изготовителем.
5.1.30 В цилиндрических емкостях для хранения питьевой воды следует предусматривать устройство для очистки поступающего в емкость воздуха.
5.2.1 Полимерные трубопроводы сетей водоснабжения и водоотведения могут прокладываться подземно в грунте, коллекторах, непроходных каналах или реконструируемых трубопроводах из различных материалов в зависимости от местных условий и результатов технико-экономического расчета. Допускается наземная (в обваловании) и надземная прокладка труб при условии предотвращения негативных воздействий на трубопроводы, которые могут привести к их повреждению (механические, тепловые, ультрафиолетовое излучение).
5.2.2 При новом строительстве полимерные трубопроводы прокладывают подземно. При реконструкции сетей преимущество следует отдавать бестраншейным методам с учетом требований
7.1
.
5.2.3 Расчет трассы трубопровода при прокладке методом ГНБ выполняют в соответствии с
СП 341.1325800
. Требования к расчету трассы при прокладке методом ГНБ приведены в
[2]
.
5.2.4 Поворот трассы напорного трубопровода рекомендуется осуществлять с помощью соединительных деталей или за счет изгиба трубы с минимальным радиусом, м:
 (2)
(2)
где
E
0
-
модуль упругости полимера при растяжении, МПа;
D
- наружный диаметр труб, м;
5.2.5 Поворот трассы напорного трубопровода из НПВХ и ПВХ-О может быть осуществлен за счет отклонения оси одной трубы относительно другой в раструбном соединении, уплотняемом кольцом, на угол до 2°.
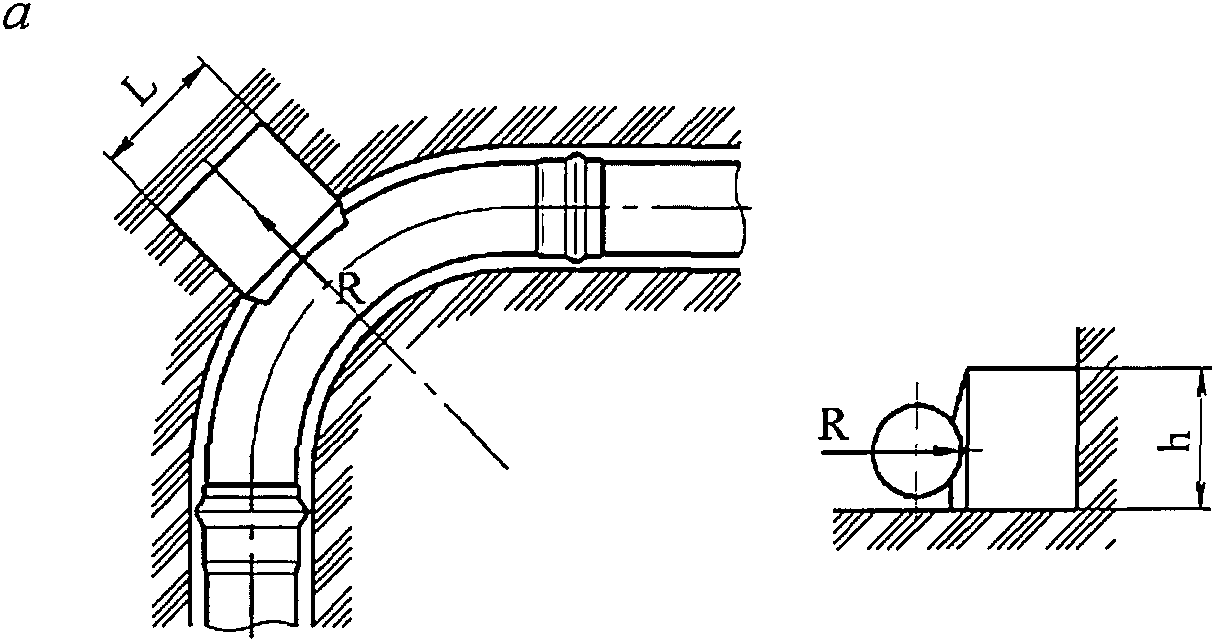
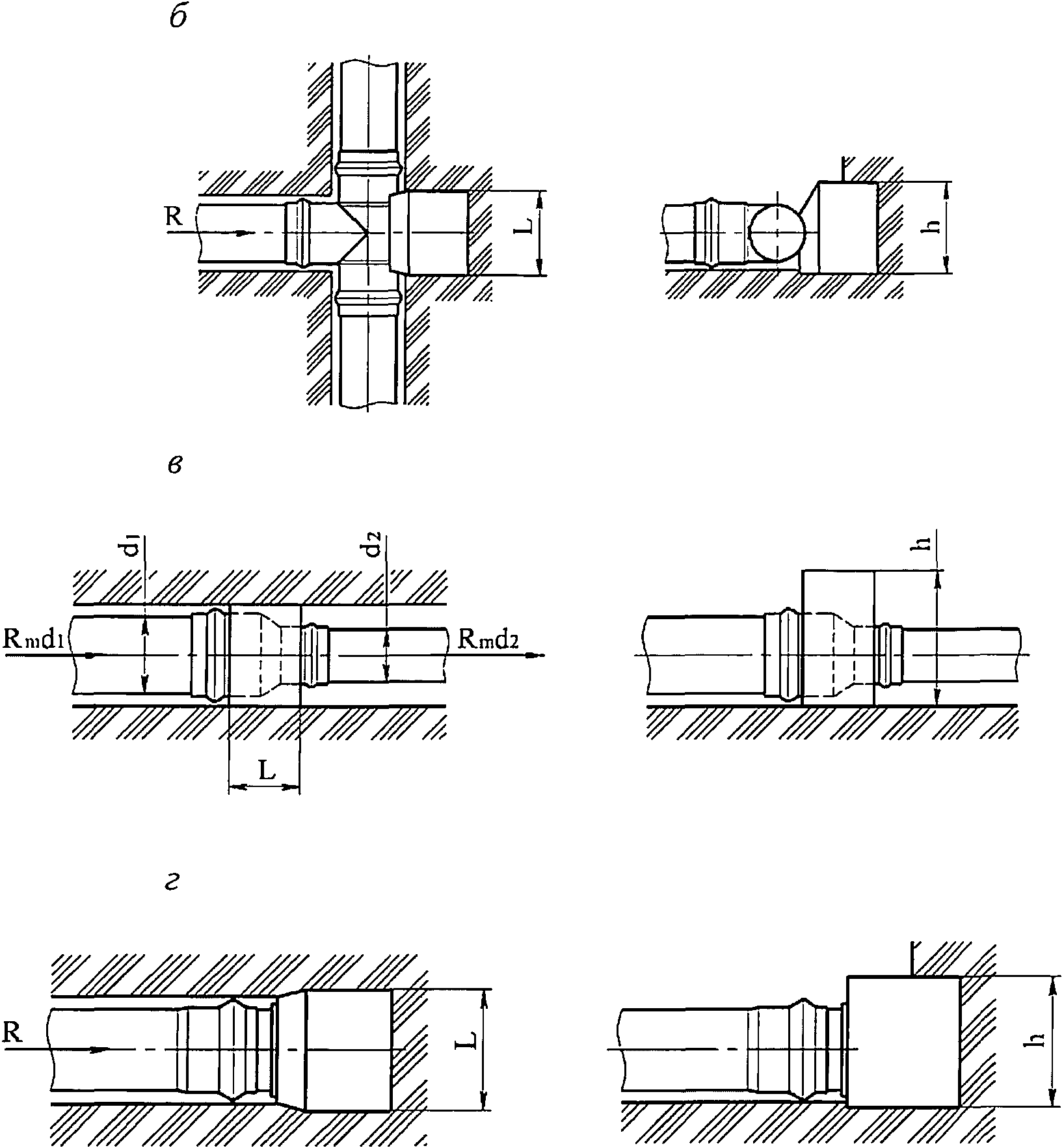
5.2.6 Для снятия дополнительных напряжений, возникающих под действием максимального рабочего давления в местах поворотов и ответвлений трубопровода, выполняемых с помощью соединительных деталей, следует предусматривать упоры
(рисунок 5.21)
, за исключением случаев, когда поворот или ответвление трубопровода выполнены:
- из тройников и отводов, изготовленных методом литья под давлением;
- сварных соединительных деталей с углом реза не более 7,5° или усилением толщины стенки в зоне сварных швов, выполненным путем намотки в заводских условиях.


а
- трапециевидный для отводов 15° - 60°;
б
- треугольный
для отводов 90°;
в
- для тройников;
L, h
- см.
5.2.8.6
соединительных деталей
5.2.7 Для исключения возможности разъединения раструбных соединений с помощью уплотнительных колец напорных трубопроводов из НПВХ и ПВХ-О в местах поворотов, ответвлений, переходов, окончаний обязательна установка упоров
(рисунок 5.22)
.
5.2.8 Усилия, действующие на соединительные детали, определяют по формулам (3) -
(7)
.
5.2.8.1 Усилие, действующее на тройник или заглушку, кН, определяют по формуле
 (3)
(3)
где
d
- наружный диаметр трубы, мм;
p
m
- максимальное давление в трубопроводе, МПа, равное испытательному давлению.
 (4)
(4)
где
d
1
и
d
2
- наружные диаметры большей и меньшей трубы соответственно, мм.
 (5)
(5)
где
 - угол отвода, град.
- угол отвода, град.
5.2.8.4 Принимают
 (6)
(6)
где
k
- угловой коэффициент, принимаемый по таблице 5.1.
Таблица 5.1
Значение углового коэффициента
k
|
|
11
|
22
|
30
|
45
|
60
|
90
|
|
k
|
0,19
|
0,38
|
0,52
|
0,77
|
1,00
|
1,41
|
5.2.8.5 Высоту и длину упорного блока можно выбрать исходя из формулы

где
 - допустимое давление на грунт, значение которого, как правило, составляет
- допустимое давление на грунт, значение которого, как правило, составляет
 ;
;
;
 ).
).
5.2.8.6 После вычисления осевой силы
R
задают высоту блока
h
и рассчитывают длину блока
L.
При выборе высоты блока
h
и его длины
L
необходимо придерживаться следующих положений:
- длина блока должна быть больше расстояния между стенкой траншеи и соединительной деталью;
- высоту блока следует принимать на 200 - 400 мм больше, чем диаметр трубопровода, исходя из того, что центр блока будет находиться на уровне оси трубопровода;
- при определении размеров упоров следует также учитывать геометрические параметры соединительных деталей.
5.2.9 Упор должен опираться на грунт ненарушенной структуры - основание и стенки траншеи. Если это условие не выполняется, например используется упор заводского изготовления, пространство между упором и стенкой траншеи необходимо засыпать и уплотнить. Пространство между трубой и упором уплотняют специальными эластичными прокладками.
5.2.10 Минимальную глубину заложения трубопроводов водоснабжения следует принимать в соответствии с
СП 31.13330
. Уменьшение глубины заложения труб водопроводов и их прокладка в зоне отрицательных температур окружающей среды допускаются только в случае использования предварительно изолированных труб с саморегулирующимся греющим кабелем.
5.2.11 Минимальную глубину заложения трубопроводов водоотведения следует принимать в соответствии с
СП 32.13330
. Самотечные трубопроводы канализации, прокладываемые наземно и в районах многолетнемерзлых грунтов, должны быть выполнены из предварительно изолированных труб с саморегулирующимся греющим кабелем. Глубина заложения и конструкция труб напорной канализации должны определяться согласно
5.2.10
.
5.2.12 Проектирование тепловой изоляции трубопроводов следует проводить в соответствии с
СП 61.13330
.
5.2.13 Для трубопроводов водоснабжения и водоотведения из ПЭ и ПП-Б, за исключением сетей инженерного обеспечения особо опасных, технически сложных и уникальных зданий, допускается циклическое замораживание и оттаивание транспортируемой среды, так как при замерзании трубы увеличиваются в диаметре, а при оттаивании возвращаются в первоначальное состояние. Срок службы таких труб должен быть согласован с предприятием-изготовителем.
5.2.14 Минимальное заглубление водопровода (кроме поливочного) при отсутствии транспортных нагрузок принимают не менее 0,5 м. При наличии транспортных нагрузок величину заглубления определяют расчетом исходя из условий прочности.
5.2.15 Пересечение трубопроводов водоснабжения и водоотведения между собой или с другими сетями инженерного обеспечения, автомобильными и железными дорогами следует выполнять в соответствии с
СП 31.13330
,
СП 32.13330
,
СП 18.13330
,
СП 42.13330
,
СП 119.13330
. При переходе железных дорог категорий I, II и III и автомобильных дорог категорий I и II, трубопроводы следует проектировать в защитных футлярах из полимерных труб, прочность и устойчивость которых должны проверяться расчетом.
5.2.16 Необходимость устройства футляра при переходе трубопроводов через железные дороги категорий IV и V и автомобильные дороги категорий III, IV и V решается проектировщиком исходя из условий прокладки. При прокладке трубопроводов без футляров рекомендуется применять трубы из ПЭ 100-RC или трубы с наружным и внутренним соэкструзионными слоями из ПЭ 100-RC, или другие полимерные трубы повышенной прочности.
5.2.17 Трубопровод питьевого водоснабжения, пересекающий трубопровод водоотведения (канализации) на расстоянии, меньшем 0,4 м (по вертикали в свету), должен быть заключен в футляр. Расстояние от края футляра до пересекаемого трубопровода должно быть не менее 5 м в каждую сторону.
Допускается размещать полиэтиленовые, заключенные в футляры трубопроводы, транспортирующие воду питьевого качества, ниже канализационных, при этом расстояние от стенок канализационных труб до обреза футляра должно быть не менее 5 м в каждую сторону в глинистых грунтах и 10 м - в крупнообломочных и песчаных грунтах.
5.2.18 Прокладку трубопроводов из полимерных материалов в тоннелях (коммуникационных коллекторах) следует выполнять в соответствии с
СП 42.13330
, при этом электрические кабели и провода должны быть конструктивно выделены и проложены выше.
5.2.19 Пересечение трубопроводом стен сооружений или фундаментов зданий следует предусматривать в стальных или полимерных футлярах. Зазор между футляром и трубопроводом заделывают водонепроницаемым эластичным материалом.
5.2.20 Пересечение трубопроводом стенок полимерных колодцев выполняют с использованием резиновой уплотнительной муфты (без футляра), обеспечивающей водонепроницаемость пересечения, за исключением случаев, когда в конструкции колодцев предусмотрены трубные концы для присоединения.
5.2.21 Прокладку трубопроводов самотечной канализации, как правило, выполняют прямолинейно. Изменение направления и диаметра трубопровода самотечной канализации осуществляется в колодцах.
5.2.22 Допускается изменение диаметра трубопровода самотечной канализации и его направления вне колодцев при условии использования сварных или литых соединительных деталей, изготовленных по
ГОСТ Р 54475
или техническим условиям в заводских условиях, при прокладке на глубине не более 1,2 м (считая до верха трубы) или при наземной прокладке в обваловании.
5.2.23 Трубопроводы русловых и глубоководных выпусков из полимерных труб следует проектировать с балластировкой согласно расчету на всплытие. Укладку трубопроводов следует проводить в траншеях.
5.2.24 При переходе трубопроводов через водотоки линии дюкера применяют трубы из ПЭ 100-RC или трубы с соэкструзионными слоями из ПЭ 100-RC на наружной и внутренней поверхностях трубы, либо трубы из полиэтилена с дополнительной защитной оболочкой из термопласта на наружной поверхности трубы. Необходимо обеспечить закрепление трубопровода в целях предотвращения его возможного всплытия, например, кольцевым утяжелителем (рисунок 5.23).

1
- трубопровод;
2
- верхнее полукольцо;
3
- нижнее полукольцо;
4
- узел крепления полуколец;
5
- футеровочный мат
Рисунок 5.23
- Железобетонный кольцевой утяжелитель
5.2.25 Для прокладки трубопроводов на площадках с сейсмичностью свыше 6 баллов используют трубы, отвечающие требованиям
5.1.1
, в том числе из ПЭ 100-RC или с соэкструзионными слоями из ПЭ 100-RC на наружной и внутренней поверхностях трубы, либо трубы из полиэтилена с дополнительной защитной оболочкой из термопласта на наружной поверхности трубы.
5.2.26 Перепады водоотводящих трубопроводов предусматривают в колодцах и камерах в соответствии с
СП 32.13330
.
5.2.27 Применяют перепадные колодцы и камеры, в конструкции которых для гашения энергии потока жидкости используют:
- вертикальные гасители потока различной конструкции;
- стояки из полимерных труб с направляющим коленом под стояком;
- эксцентрический вход трубопровода и шаровой приемный лоток.
5.2.28 Трубопроводная арматура должна опираться на неподвижное крепление к днищу колодца.
5.2.29 При параллельной прокладке полимерных трубопроводов одного назначения расстояние между ними следует определять исходя из условий удобства их обслуживания или ремонта. При параллельной прокладке полимерных трубопроводов различного назначения следует учитывать негативное влияние транспортируемой среды в случае аварийной ситуации.
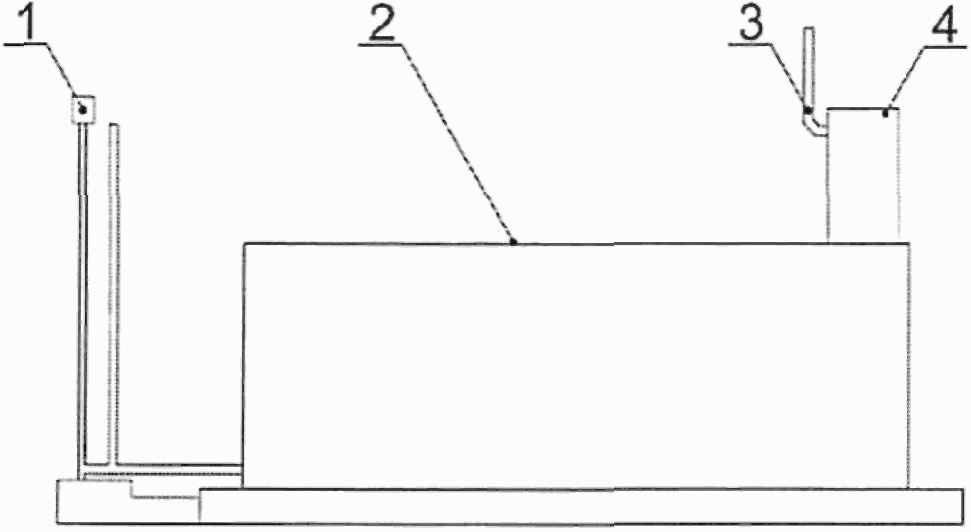
5.3.1 При проектировании трубопроводов из полимерных материалов необходимо учитывать температурные изменения длины и принимать меры по их компенсации с учетом компенсирующей способности самого трубопровода.
5.3.2 Выбор рациональной схемы прокладки следует осуществлять за счет размещения неподвижных опор, делящих трубопровод на участки, температурная деформация которых происходит независимо один от другого и воспринимается компенсирующими элементами трубопровода, включая отводы и компенсаторы.
5.3.3 В целях уменьшения продольных перемещений напорных трубопроводов из ПЭ и усилий от трубопроводов на примыкающие к ним узлы и конструктивные элементы следует применять ПЭ детали, предназначенные для замоноличивания, или изготовленные в заводских условиях или условиях строительной площадки наварные элементы, закрепляемые на поверхности трубопровода с последующим замоноличиванием в неподвижной опоре (рисунки 5.24,
5.25
).

Рисунок 5.24 -
Общий вид установки наварных элементов
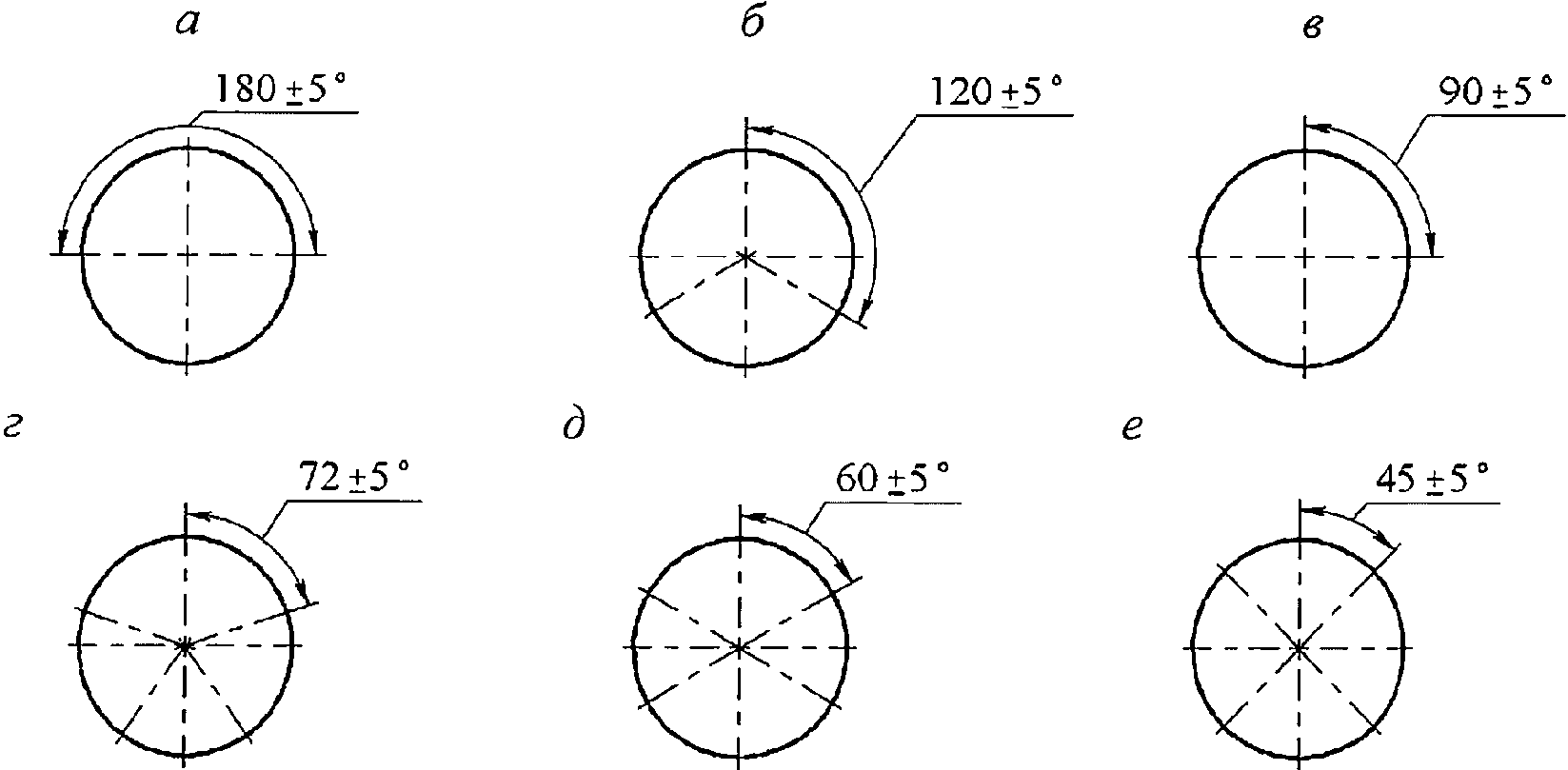
а
- два элемента;
б
- три элемента;
в
- 4 элемента;
г
- 5 элементов;
д
- 6 элементов;
е
- 8 элементов
по периметру опоры
5.3.4 Расчет на компенсацию температурной деформации трубопроводов со сварными или механическими соединениями труб следует проводить с учетом защемляющего действия грунта.
5.3.5 Для компенсации температурных изменений длины труб из ПВХ-О и НПВХ (в том числе со структурированной стенкой), соединяемых между собой раструбами с эластичными уплотнительными кольцами, следует при монтаже обеспечивать зазор 9 - 11 мм между внутренней полкой раструба на одной трубе и торцом вставленной в него другой трубы.
5.3.6 Величину температурного изменения длины трубопровода
 определяют по формуле
определяют по формуле
 (8)
(8)
где
 - коэффициент теплового линейного расширения материала трубы, °C
-1
, принимается по
таблице 2
или справочным данным предприятия - изготовителя труб;
- коэффициент теплового линейного расширения материала трубы, °C
-1
, принимается по
таблице 2
или справочным данным предприятия - изготовителя труб;
L
- длина трубопровода, м.
Таблица 5.2
расширения материала трубы
|
Тип полимерного трубопровода
|
Значения коэффициента теплового линейного расширения материала трубы, 10
-4
°C
-1
|
|
ПЭ
|
2
|
|
НПВХ
|
0,7
|
|
ПП-Б
|
1,5
|
5.3.7 Продольные усилия
N
t
, возникающие в трубопроводе при изменении температуры, без учета компенсации температурных деформаций определяют по формуле
 (9)
(9)
где
E
0
- модуль упругости материала трубы, МПа;
F
- площадь поперечного сечения стенки трубы, м
2
.
Температурные напряжения необходимо учитывать в любом закрепленном участке трубопровода при любой длине участка.
5.3.8 Компенсирующую способность отвода под углом 90° определяют по формуле
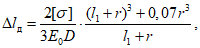 (10)
(10)
где
 - максимально допустимое продольное перемещение трубопровода от действия температуры, которое может быть компенсировано отводом, м;
- максимально допустимое продольное перемещение трубопровода от действия температуры, которое может быть компенсировано отводом, м;
E
0
- модуль упругости, МПа;
D
- наружный диаметр труб, м;
l
1
- длина прилегающего к отводу прямого участка трубопровода до подвижной опоры, м;
r
- радиус изгиба отвода, м.
5.3.9 Компенсирующую способность П-образного компенсатора определяют по формуле
 (11)
(11)
где
 - максимально допустимое продольное перемещение трубопровода от действия температуры, которое может быть воспринято компенсатором, м;
- максимально допустимое продольное перемещение трубопровода от действия температуры, которое может быть воспринято компенсатором, м;
h
- вылет компенсатора, м;
D
- наружный диаметр трубы, м;
r
- радиус изгиба отводов компенсатора, м;
a
- длина прямого участка компенсатора, м.
5.3.10 Максимально допустимое расстояние от оси компенсатора до оси неподвижной опоры трубопровода
L
ком
, м, следует вычислять по формуле
 (12)
(12)
5.3.11 Компенсирующая способность трубопроводов может быть повышена за счет введения дополнительных поворотов, спусков и подъемов.
5.3.12 Компенсация температурного изменения длины труб из полимерных материалов диаметром до DN/OD 110 мм может быть обеспечена продольным горизонтальным изгибом при укладке их в виде "змейки" на опорах при надземной прокладке, ширина которой должна допускать возможность изгиба трубопровода при перепаде температур, кроме труб из НПВХ на раструбных соединениях, с учетом
6.5.3.5
и
6.5.3.6
.
5.3.13 При защемлении трубопровода грунтом температурное изменение длины трубопровода уменьшается. Величину уменьшения определяют по формуле
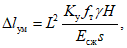 (13)
(13)
где
L
- длина трубопровода, м;
K
у
- коэффициент уплотнения грунта, принимается равным 1 при степени уплотнения 0,95 и 0,5 - при неконтролируемой степени уплотнения при засыпке траншеи;
f
т
- коэффициент трения материала о грунт, определяемый опытным путем; при отсутствии данных может быть ориентировочно принят равным 0,4;
H
- глубина заложения трубопровода, м;
E
сж
- модуль упругости материала в направлении деформации, Па;
s
- толщина стенки трубопровода, м.
5.3.14 Размещение неподвижных опор проводят в такой последовательности:
- на схеме трубопроводов намечают места расположения неподвижных опор с учетом компенсации температурных изменений длины труб элементами трубопровода;
- проверяют расчетом компенсирующую способность участков;
- намечают расположение неподвижных опор. В тех случаях, когда температурные изменения длины трубопровода превышают компенсирующую способность его элементов, на нем необходимо установить дополнительный компенсатор, устанавливаемый чаще всего посредине между неподвижными опорами.
5.3.15 Неподвижные опоры размещают перед входом и выходом из колодца (камеры). Поворот трассы, выполненный сварным отводом в упоре, может выполнять функцию неподвижной опоры.
5.4.1 При надземной прокладке трубопроводов следует принимать меры для предотвращения чрезмерного прогиба осевой линии трубопровода, потери устойчивости его прямолинейной формы и исключения возможности разрушения стенки трубы.
5.4.2 Для обеспечения несущей способности надземного трубопровода следует на всей его длине разместить хомутовые опоры, схематично показанные на рисунке 5.26.

Рисунок 5.26 -
Схема хомутовой опоры под трубопровод
5.4.3 Шаг между опорами
l
ap
подбирают так, чтобы выполнялась следующая система неравенств
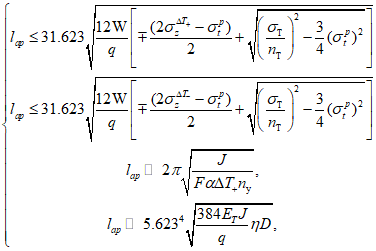
где
W
- момент сопротивления изгибу поперечного сечения трубы, м
3
;
q
- суммарный погонный вес трубы и транспортируемой по нему среды, кН/м;

 - осевое напряжение в трубе, МПа;
- осевое напряжение в трубе, МПа;
 - окружное напряжение в стенке трубы, МПа;
- окружное напряжение в стенке трубы, МПа;
здесь
p
- внутреннее давление в трубе, МПа;
E
T
- долговременный модуль упругости материала трубы, МПа;
n
Т
- коэффициент запаса по текучести;
J
- осевой момент инерции поперечного сечения трубы, м
4
;
n
у
- коэффициент запаса по устойчивости прямолинейной формы равновесия трубы;
5.4.4 Для снижения величины местных напряжений изгиба стенки трубы, возникающих в зонах крепления трубопровода хомутами, следует между хомутами и поверхностью трубы помещать резиновую прослойку.
5.5.1 Гидравлический расчет напорных трубопроводов водоснабжения и водоотведения из полимерных материалов следует проводить с учетом требований
СП 31.13330
и
СП 32.13330
.
5.5.2 Требуемое значение напора
H
тр
, необходимое для подачи воды потребителю, м, определяется по формуле:
 (14)
(14)
где
i
t
- удельные потери напора при температуре воды
t
, °C (потери напора на единицу длины трубопровода), м/м;
l
- длина участка трубопровода, м;
h
м.с
- потери напора в соединениях и в местных сопротивлениях, м;
H
св
- требуемый свободный напор у потребителя, м;
H
геом
- геометрическая высота (разница отметок конечной и начальной точек расчетного участка трубопровода), м, определяется по формуле
H
геом
=
Z
к.т
-
Z
н.т
, (15)
здесь
Z
к.т
и
Z
н.т
- отметки конечной и начальной точек соответственно расчетного участка трубопровода.
5.5.3 Значения удельных потерь напора на единицу длины напорных трубопроводов водоснабжения и водоотведения из полимерных материалов определяют согласно методике, представленной в
приложении А
. Допускается применять другие методики расчета, отражающие возможность применения полимерных изделий для данного объекта в сравнении с изделиями из других материалов.
5.5.4 Гидравлический расчет самотечных трубопроводов из полимерных материалов для наружных сетей канализации следует проводить с учетом требований
СП 32.13330
.
5.5.5 Значения гидравлических характеристик самотечных канализационных трубопроводов из полимерных материалов определяют согласно методике, представленной в
приложении Б
. Допускается применять другие методики расчета, отражающие возможность применения полимерных изделий для данного объекта в сравнении с изделиями из других материалов.
5.6.1 Расчет напорных, безнапорных и дренажных трубопроводов на прочность и устойчивость заключается:
- в определении деформаций полимерного материала в стенке трубы при различных нагрузках и воздействиях на трубопровод;
- проверке соблюдения условий прочности трубопровода в зависимости от его назначения;
- проверке соблюдения условий устойчивости трубопровода в зависимости от его назначения.
Прочность и устойчивость трубопроводов, колодцев и емкостей должны обеспечиваться на всех стадиях жизненного цикла, за исключением стадии ликвидации.
5.6.2 При расчетах на прочность и устойчивость полимерных трубопроводов, колодцев и емкостей назначенный срок службы принимают равным 50 годам, если иное не предусмотрено заданием на проектирование.
5.6.3 При расчете на прочность напорных трубопроводов значение максимального рабочего давления следует принимать равным наибольшему возможному по условиям будущей эксплуатации давлению в водопроводе или напорной канализации в период наиболее невыгодного режима работы без учета повышения давления при гидравлическом ударе или с повышением давления при гидравлическом ударе с учетом максимального использования устройств, защищающих трубопровод от гидравлического удара.
5.6.4 При определении допустимого повышения рабочего давления при гидравлическом ударе должно быть выполнено условие
p
раб
+
p
g
<= 1,3·
PN
, (16)
где
p
раб
- рабочее давление в трубопроводе, МПа;
p
g
- давление гидравлического удара, МПа, определяется по формуле
 (17)
(17)
где
 - плотность транспортируемой жидкости, кг/м
3
;
- плотность транспортируемой жидкости, кг/м
3
;
V
- скорость течения транспортируемой жидкости, м/с;
E
ov
-
объемный модуль упругости транспортируемой жидкости, МПа;
D
вн
- внутренний диаметр трубопровода, м;
s
- толщина стенки трубы, м;
5.6.5 При определении устойчивости трубопровода при его работе под разряжением должно быть выполнено условие
P
раз
<
P
, (18)
где
P
раз
- фактическая величина разряжения в трубопроводе, МПа;
P
- допустимая величина разряжения в трубопроводе, МПа.
Значение допустимого разряжения
P
определяется:
- для труб по
ГОСТ 18599
,
ГОСТ Р 51613
,
ГОСТ 32415
(класс XB) и
ГОСТ 32413
по формуле
 (19)
(19)
- для труб по
ГОСТ Р 54475
по формуле
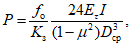 (20)
(20)
где
f
о
- коэффициент компенсации овализации (определяется по
рисунку 5.27
);
K
з
- коэффициент запаса прочности;
I
- момент инерции стенки трубы, м
4
/м;
D
ср
- средний диаметр с трубы (
D
ср
=
D
вн
-
s
), м.

компенсации овализации
5.6.6 Расчет напорных, безнапорных и дренажных трубопроводов на прочность и устойчивость проектного положения выполняют по методике, представленной в
приложении В
. Допускается использование других методик прочностного расчета полимерных труб, утвержденных в установленном порядке.
5.6.7 Для наружных сетей инженерного обеспечения особо опасных, технически сложных и уникальных зданий и сооружений применяют трубы, стандартное значение которых по SDR ближайшее меньшее, а SN - большее, чем получено по расчету.
5.6.8 Расчет колодцев на прочность выполняют по методике, представленной в
приложении Г
. Допускается использование других методик прочностного расчета полимерных колодцев, утвержденных в установленном порядке.
5.6.9 Расчет на всплытие трубопроводов, колодцев и емкостей выполняют по методике, представленной в
приложении Д
.
6.1.1 Входной контроль проводят в соответствии с нормами на изготовление изделий и другой документацией, регламентирующей требования к процессам монтажа труб, соединительных деталей, колодцев и емкостей, в том числе к сварке труб, утвержденной в установленном порядке.
6.1.2 Входной контроль включает:
- проверку соответствия поступивших изделий номенклатуре, приведенной в проектной документации или заказе на поставку;
- проверку сопроводительных документов, удостоверяющих качество и соответствие маркировке изделий, а также целостности упаковки, предусмотренной изготовителем;
- проверку соответствия нормам показателей внешнего вида, геометрических размеров и других показателей;
- оформление документов о проведении входного контроля продукции, полученной от поставщика, отбор образцов для проверки проводят по
ГОСТ 24297
;
- продукция, пригодная для выполнения работ должна иметь ярлык соответствия, а для напорных ПЭ труб допускается оформление акта входного контроля
(приложение Е)
.
6.1.3 Входной контроль проводят:
- при поступлении изделий на склад заказчика (строительной или эксплуатационной организации);
- при поступлении изделий на объект строительства, при этом проверяется целостность изделий и упаковки после транспортирования и соответствие проектной документации;
- перед началом монтажных и (или) сварочных работ.
Определение размеров изделий проводят в соответствии с
ГОСТ Р ИСО 3126
.
6.1.4 Изделия, имеющие дефекты, выводящие их за пределы допусков, следует отбраковывать и четко обозначать как неподходящие для применения, при этом их хранение должно быть организовано в специально отведенных местах отдельно от годных изделий, материалов и заготовок.
6.1.5 На поверхности и по торцам однослойных напорных труб и соединительных деталей из ПЭ не допускаются царапины глубиной более 0,3 мм для труб номинальной толщиной стенки до 10 мм, более 1,0 мм - для труб номинальной толщиной стенки от 10 до 30 мм, более 1,5 мм - для труб номинальной толщиной стенки от 30 до 50 мм, более 2,0 мм - для труб номинальной толщиной стенки от 50 до 70 и более 2,5 - для труб номинальной толщиной стенки свыше 70 мм. Для труб с соэкструзионным слоем из ПЭ 100-RC на наружной поверхности или защитной оболочкой из термопласта максимальная глубина царапины не должна превышать толщину наружного соэкструзионного слоя или оболочки соответственно. Не допускаются иные отдельные дефекты по
ГОСТ 24105
.
6.2.1 Транспортирование и хранение труб и соединительных деталей должны осуществляться:
- напорных из полиэтилена - в соответствии с
ГОСТ 18599
;
- напорных из НПВХ - в соответствии с
ГОСТ 32415
или
ГОСТ Р 51613
;
- напорных из ПВХ-О - в соответствии с
ГОСТ Р 56927
;
- безнапорных со структурированной стенкой - в соответствии с
ГОСТ Р 54475
;
- безнапорных из НПВХ - в соответствии с
ГОСТ 32413
.
6.2.2 Транспортирование и хранение колодцев и элементов колодцев следует осуществлять в соответствии с
ГОСТ 32972
.
6.2.3 При транспортировании и хранении изделий, изготовленных по техническим условиям, следует учитывать требования, предусмотренные техническими условиями на их изготовление.
6.2.4 При погрузке и разгрузке изделий их подъем и опускание проводят краном или другим погрузочно-разгрузочным механизмом. При погрузке и разгрузке изделий обязательно применение плоских строп на текстильной основе соответствующей грузоподъемности. Запрещается использовать стальные тросы для поднятия или перемещения изделий.
6.2.5 Транспортирование, погрузка и разгрузка изделий должны проводиться при температуре не ниже минус 20 °C (если иное не указано изготовителем). При этом изделия следует предохранять от ударов, механических нагрузок, а их поверхность - от нанесения царапин. Сбрасывание изделий или их свободное скатывание по покатам с транспортных средств не допускается. Запрещается волочить изделия. Допускается погрузку, разгрузку и транспортирование колодцев и емкостей проводить при температуре окружающего воздуха до минус 30 °C, а труб и соединительных деталей в пакетах - до минус 40 °C, при этом следует избегать резких рывков и соударений.
6.2.6 Правила транспортирования и хранения труб, соединительных деталей, колодцев и емкостей приведены в
приложении Ж
. Допускается также учитывать требования предприятия - изготовителя изделий.
6.3.1 Соединение полимерных труб и соединительных деталей может проводиться с помощью сварки. Сварка осуществляется следующими способами:
- нагретым инструментом встык (сварка встык);
- нагретым инструментом в раструб (сварка в раструб);
- ЗН (с помощью деталей с ЗН);
- экструзионным (экструзионная сварка).
6.3.2 Перед началом сварочных работ следует подобрать трубы и соединительные детали по партиям поставки. Не допускается сварка нагретым инструментом труб или деталей из различных полимерных материалов.
6.3.3 При сварке нагретым инструментом максимальное значение несовпадения кромок труб не должно превышать 10% номинальной толщины стенки трубы.
6.3.4 Сварку полиэтиленовых трубопроводов всеми способами, за исключением экструзионного, допускается проводить при температуре воздуха от минус 10 °C до плюс 45 °C с соблюдением отдельных требований предприятия-изготовителя труб. Сварку полиэтиленовых труб диаметром 500 мм и более проводят при температуре наружного воздуха не ниже 0 °C. Экструзионную сварку допускается проводить при температуре воздуха от 5 °C до 40 °C.
При температуре наружного воздуха вне указанных интервалов сварочные работы необходимо проводить в помещениях или укрытиях (шатры, палатки и т.п.) с использованием оборудования для обогрева (тепловых пушек, дизельных или электробензиновых пушек, тенов и т.д.), обеспечивающих соблюдение разрешенных температурных интервалов. Перед сваркой следует заглушить торцы труб для предотвращения возможной тяги холодных воздушных потоков через трубу. Место сварки защищают от воздействия атмосферных осадков, песка, пыли и т.п.
6.3.5 Маркировку сварных стыков проводят несмываемым карандашом-маркером яркого цвета рядом со стыком со стороны, ближайшей к заводской маркировке труб. Допускается проводить маркировку клеймом на горячем расплаве грата через 20 - 40 с после окончания операции осадки в процессе охлаждения стыка в двух диаметрально противоположных точках.
6.3.6 Маркировку сварных соединений, выполненных с помощью деталей с ЗН, проводят несмываемым карандашом-маркером яркого цвета рядом с деталью со стороны, ближайшей к заводской маркировке труб.
6.3.7 Сварку встык допускается проводить для труб, изготовленных из полиэтилена одного наименования (ПЭ 80 или ПЭ 100) с одинаковыми значениями диаметров и SDR. Допускается сваривать встык трубы и соединительные детали из ПЭ 100 с трубами из ПЭ 100-RC, а также трубы и соединительные детали SDR17 и SDR17,6 между собой.
6.3.8 Минимальный диаметр трубопроводов при сварке встык допускается не менее 50 мм при толщине стенки трубы не менее 4 мм.
6.3.9 Порядок выполнения работ и процедуру сварки встык труб из полиэтилена выбирают по
ГОСТ Р 55276
.
6.3.10 Сварку встык проводят на сварочных машинах, соответствующих
ГОСТ Р ИСО 12176-1
.
6.3.11 Сварка в раструб применяют для труб наружным диаметром до 125 мм и стенками любой толщины.
6.3.11.1 Внутренний диаметр раструба соединительных деталей должен быть меньше номинального наружного диаметра свариваемой трубы в пределах допуска.
6.3.11.2 Механическую обработку свариваемых поверхностей следует выполнять непосредственно перед сваркой в раструб. На концах труб необходимо снять фаску под углом не менее 15. Механическую обработку свариваемой поверхности трубы следует выполнять согласно требованиям изготовителя соединительной детали.
6.3.11.3 Перед началом сварки необходимо убедиться, что температура нагретого инструмента находится в диапазоне 250 °C - 270 °C, а гильза и дорн нагретого инструмента не имеют никаких загрязнений или повреждений.
6.3.11.4 Сварка в раструб включает следующие операции:
- нанесение метки на расстоянии от торца трубы, равном глубине раструба соединительной детали плюс 2 мм;
- установку раструбного конца на дорне;
- установку трубного конца трубы в гильзе;
- нагрев в течение заданного времени свариваемых концов;
- одновременное снятие свариваемых концов с дорна и гильзы;
- соединение свариваемых концов между собой до метки с выдержкой до отверждения оплавленного материала.
Не допускается поворот свариваемых концов относительно друг друга после их сопряжения при сварке. Время выдержки свариваемых изделий до частичного отверждения зависит от применяемого материала.
6.3.12 Сварка с помощью деталей с ЗН может выполняться для труб и соединительных деталей из одного или различных наименований полиэтилена, с различными SDR, в пределах диапазона значений, указанного предприятием - изготовителем детали с ЗН.
6.3.12.1 Сварку с помощью деталей с ЗН проводят сварочными аппаратами, соответствующими
ГОСТ Р ИСО 12176-2
.
6.3.12.2 Сварочные аппараты, не имеющие функцию протоколирования процесса сварки, не допускаются к применению для работы ввиду отсутствия достоверной информации о проведенных сварках в виде их протоколов.
6.3.12.3 Сварку с помощью деталей с ЗН допускается выполнять по инструкциям, утвержденным в установленном порядке, с учетом выполнения требований изготовителей соединительных деталей с ЗН.
6.3.12.4 Процесс сварки соединительных деталей с ЗН номинальным наружным диаметром 280 мм и более может проходить с предварительным прогревом, применением прижимных устройств или разделением зон сварки. Перед началом работ следует проверить соответствие мощности сварочного аппарата параметрам, предусмотренным изготовителем для сварки данного вида соединительных деталей с ЗН.
6.3.12.5 Технологический процесс соединения труб с помощью деталей с ЗН включает:
- подготовку концов труб, включая обрезку концов труб под прямым углом, очистку от загрязнения, разметку, механическую обработку свариваемых поверхностей и их обезжиривание;
- сборку соединения, то есть установку и закрепление концов свариваемых труб в зажимах центрирующего приспособления с одновременной посадкой соединительной детали с ЗН;
- подключение к сварочному аппарату соединительной детали с ЗН;
- сварку, в том числе ввод параметров сварки, нагрев и охлаждение соединения.
6.3.12.6 Перед механической обработкой на концы свариваемых труб на длину не менее 1/2 длины соединительной детали с ЗН наносят метки глубины ее посадки для обозначения зоны обработки. Механическая обработка концов труб заключается в снятии с поверхности размеченного конца трубы слоя материала толщиной не менее 0,2 мм, а также в удалении заусенцев. После механической обработки свариваемые поверхности трубы и соединительной детали с ЗН тщательно обезжиривают путем протирки предназначенными для этих целей составами.
6.3.12.7 Соединительные детали с ЗН, поставляемые изготовителем в индивидуальной герметичной упаковке, вскрываемой непосредственно перед сборкой, обезжириванию не подвергают, если иное не указано в рекомендациях изготовителя.
6.3.12.8 Обезжиривание свариваемых поверхностей перед сваркой проводят чистой ветошью, пропитанной этиловым спиртом с концентрацией не менее, чем 95%, либо с помощью специально предназначенных для этих целей спиртовых салфеток.
При обезжиривании следует избегать попадания грязи с незачищенных поверхностей в зону сварки. В случае применения этилового спирта его количество следует принимать таким образом, чтобы ветошь была слегка влажной.
6.3.12.9 Параметры режимов сварки устанавливают на сварочном аппарате в зависимости от вида соединительной детали с ЗН, вручную или считывая со штрихового кода или магнитной карточки с помощью датчика. После включения аппарата процесс сварки проходит в автоматическом режиме.
6.3.12.10 Приварку к трубам седловых отводов с ЗН проводят в такой последовательности:
- размечают место приварки на трубе;
- поверхность трубы в месте приварки зачищают, а затем обезжиривают;
- привариваемую поверхность седлового отвода с ЗН, если он поставляется изготовителем в герметичной индивидуальной упаковке, не обезжиривают, если иное не указано в документации предприятия-изготовителя;
- отвод устанавливают на трубу и прикрепляют к ней с помощью фиксирующего приспособления (позиционера);
- подключают к сварочному аппарату и проводят сварку;
- после охлаждения соединения через патрубок седлового отвода с ЗН проводят краткосрочную опрессовку в целях проверки качества сварного соединения;
- в случае качественного соединения седлового отвода с ЗН с поверхностью трубы проводят фрезерование ее стенки для соединения внутренних полостей отвода и трубы.
6.3.13 Трубы со структурированной стенкой диаметром 800 мм и более могут иметь встроенные ЗН. В зависимости от диаметра труб могут быть одна ЗН, подключаемая к одному сварочному аппарату, или две независимые ЗН, при этом используют два сварочных аппарата (для каждой ЗН отдельно). Для труб диаметром 2600 мм и выше допускается применение трех встроенных ЗН, подключаемых к трем сварочным аппаратам соответственно.
6.3.13.1 Сварку труб с ЗН проводят в следующем порядке:
- подготовка труб, включая очистку от возможных загрязнений, снятие защитной пленки с ЗН и обезжиривание;
- устранение возможной овальности труб с помощью механических или гидравлических скругляющих приспособлений;
- подготовку раструба с ЗН и трубного конца (повторное обезжиривание при необходимости);
- стыковка раструба и трубного конца, включая установку стяжного устройства и внутреннего распорного кольца, фиксацию без напряжения соединения свариваемых труб до упора;
- подключение контактов раструба с ЗН к сварочному(ым) аппарату(ам);
- ввод параметров предварительного нагрева;
- контроль параметров предварительного нагрева;
- предварительный нагрев;
- контроль окончания процесса предварительного нагрева;
- ввод основных параметров сварки;
- контроль параметров сварки;
- процесс сварки;
- контроль и запись времени охлаждения.
6.3.13.2 При поступлении труб на площадку следует предварительно провести замеры допусков диаметров раструбов и трубных концов труб. Для облегчения сборки соединения допуск по внутреннему диаметру раструба трубы должен быть больше допуска диаметра трубного конца присоединяемой трубы.
6.3.13.3 Сборку труб проводят соосно друг с другом. При сборке соединения раструб должен быть расположен с учетом обеспечения свободного доступа к выводам ЗН, которые располагают в горизонтальной плоскости. При этом следует обратить внимание, чтобы раструб присоединяемой трубы также обеспечивал горизонтальное расположение выводов ЗН.
6.3.13.4 Стыковка раструба и трубного конца выполняется с применением двух ручных лебедок или стяжных ремней, расположенных на противоположных сторонах от места соединения, чтобы максимально исключить возможность перекоса при сочленении, приводящего к повреждению ЗН, а также для упрощения стыковки труб. Трубный конец должен равномерно и плавно входить в раструб до упора.
6.3.13.5 Для придания жесткости трубному концу в процессе сварки устанавливают внутреннее распорное кольцо, которое должно быть расположено в трубном конце на расстоянии около 20 мм от его торца.
6.3.13.6 Первая труба, с которой начинается монтаж, должна быть надежно закреплена во избежание ее продольного перемещения при стыковке. В процессе сварки труб следует исключить возможность их перемещения (скатывание) путем установки боковых противооткатных конструкций или частичной засыпки.
6.3.13.7 В процессе сварки необходимо следить за работой сварочных аппаратов и не допускать их выключения. В случае прекращения работы одного из сварочных аппаратов следует принудительно остановить остальные аппараты, дождаться полного охлаждения свариваемых концов и повторить процесс сварки.
6.3.13.8 В середине процесса сварки проводят подтяжку стяжного устройства.
6.3.13.9 Распорное кольцо и стяжное устройство удаляют после полного остывания сварного соединения.
6.3.14 Экструзионную сварку допускается выполнять с использованием присадочного полимерного материала, имеющего форму прутка или гранул, в ручном или полуавтоматическом режиме. Порядок выполнения работ при экструзионной сварке выбирают по
ГОСТ Р 56155
.
6.3.15 Экструзионную сварку проводят на сварочном оборудовании, соответствующем
ГОСТ EN 13705
.
6.3.16 Трубы со структурированной стенкой типа A с кольцевыми или спиральными полыми секциями допускается соединять с помощью экструзионной сварки при проварке стыка по всей высоте профиля или с помощью муфт. Муфту надевают на трубу снаружи, надвигают на место соединения и проваривают по концам экструзионной сваркой.
6.3.17 Обеспечение требуемого уровня качества при строительстве и реконструкции трубопроводов с использованием полимерных труб включает ряд мероприятий, выполнение которых необходимо и достаточно для системного решения вопросов контроля.
К монтажу и сварке наружных систем водоснабжения и канализации из полимерных материалов может быть допущен только обученный персонал. Обучение должно проводиться компетентными организациями, допущенными в установленном порядке органами государственной власти или оператором трубопровода к организации учебных курсов и выдаче идентификационных карт по
ГОСТ Р ИСО 12176-3
.
Примечание - Оператор трубопровода - организация, осуществляющая строительство или эксплуатацию трубопровода.
6.3.18 При строительстве трубопроводов используют вспомогательное оборудование и инструмент по
ГОСТ Р ИСО 12176-1
,
ГОСТ Р ИСО 12176-2
и
ГОСТ EN 13705
.
Сварочное оборудование должно быть в технически исправном состоянии и иметь свидетельство о ежегодном техническом обслуживании, проводимом исключительно в авторизованных сервисных центрах.
6.3.19 Визуальный контроль сварных соединений следует проводить по
таблицам 1
-
5
ГОСТ Р 54792-2011 в соответствии с видом сварки.
Правила проведения визуальной оценки качества грата после его удаления представлены в
приложении И
.
По согласованию с заказчиком допускается применять дополнительные методы неразрушающего контроля (рентгеновский радиографический контроль, ультразвуковой контроль, контроль высоким напряжением).
6.3.20 Контрольные и допускные стыки сварных соединений полимерных труб выполняются монтажной организацией по согласованию с заказчиком или надзорными органами в установленном законодательством порядке. Сварку допускных соединений разрешается совмещать со сваркой пробных стыков, выполняемых при оптимизации основных параметров технологического процесса сварки.
Систематический операционный контроль качества сборки и сварки соединений полимерных труб и монтажа в целом проводится на всем протяжении строительства ответственными лицами строительной организации.
6.3.21 При визуальном контроле (внешнего) грата, полученного от сварки встык труб с соэкструзионными слоями различного цвета, следует обратить внимание на равномерность распределения в грате слоев различного цвета по всему периметру трубы. При неравномерном распределении или частичном отсутствии одного из цветных слоев в грате сварное соединение должно быть признано негодным.
Оценку качества сварного соединения труб с разноцветными соэкструзионными слоями проводят аналогично соединению труб одного цвета.
6.4.1 Соединение труб со структурированной стенкой допускается проводить комбинированным способом, сочетая экструзионную сварку с последующей дополнительной герметизацией соединения с помощью ТУМ или ТУЛ.
6.4.2 Для проведения термоусадки ТУМ применяют газовоздушную горелку с клапаном и регулировочным вентилем инжекторного типа.
6.4.3 Сварочные работы могут проводиться при температуре окружающего воздуха в диапазоне от 5 °C до 40 °C. Для проведения работ в ином диапазоне температур следует обратиться к предприятию - изготовителю труб для получения особых инструкций.
6.4.4 Перед сборкой соединения трубы должны иметь одинаковую температуру. Место сварки не должно зависеть от атмосферных осадков, ветра, пыли и песка, а в летнее время - и от интенсивного солнечного излучения. При сварке свободные концы труб или плетей закрывают для предотвращения возникновения сквозняков.
6.4.5 Технологический процесс соединения, включает в себя следующие стадии:
- подготовка труб, включая очистку от возможных загрязнений, зачистку свариваемых торцов труб по всему периметру, очистку наружной поверхности труб в месте посадки ТУМ, а также внутренней поверхности торцов и обезжиривание;
- устранение возможной овальности труб с помощью механических или гидравлических приспособлений;
- посадка ТУМ на один из торцов трубы;
- стыковка концов свариваемых труб и их фиксация, например с помощью стяжных ремней;
- подготовка сварочного экструдера к работе, в том числе включение, настройка, контроль температуры массы присадочного материала на выходе и горячего воздуха;
- контроль размеров зазоров подготовленных к сварке труб и надежности их фиксации;
- прихватка внешними швами соединяемых концов труб ручным экструдером;
- надвижение, центровка и усадка ТУМ под воздействием пламени пропановой горелки;
- контроль качества усадки ТУМ;
- проварка изнутри зазора между концами соединяемых труб ручным экструдером с предварительным снятием оксидного слоя в местах контакта расплавленного присадочного материала с основным материалом;
- контроль проварки, маркировка соединения с записью времени охлаждения сварного шва.
6.4.6 Процесс сварки стыка следует организовать таким образом, чтобы число перерывов работы со сварочным экструдером было минимальным. После каждого прерывания сварки более чем на 10 с необходимо включить экструдер в режим работы, примерно на 3 с и, не направляя на шов, удалить выдавленный расплав. В случае остановки в работе сварочного экструдера на время более 3 мин необходимо заменить перегретый присадочный материал, находящийся в камере пластикации, новым.
6.4.7 До монтажа ТУМ наносят метки от торцов труб на ширину, превышающую 0,5 длины ТУМ (рисунок 6.1), а затем прогреть поверхности труб с обеих сторон с соединяемых торцов, ориентируясь на ранее нанесенную разметку, "мягким" пламенем горелки с температурой от 40 °C до 60 °C, пройдя точку росы.
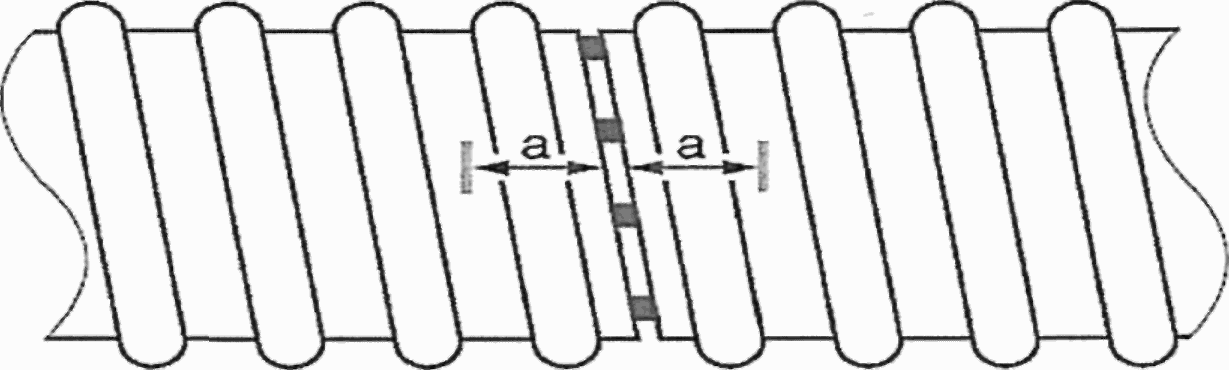
а
- расстояние, равное половине длины ТУМ
Рисунок 6.1
- Разметка места посадки ТУМ
6.4.8 Надвижение ТУМ и ее совмещение согласно нанесенным меткам проводят, как показано на рисунке 6.2. Поверхность труб, на которую предполагается усаживать ТУМ, должна быть полностью сухой и чистой. Заводской шов ТУМ следует располагать вверху соединения.
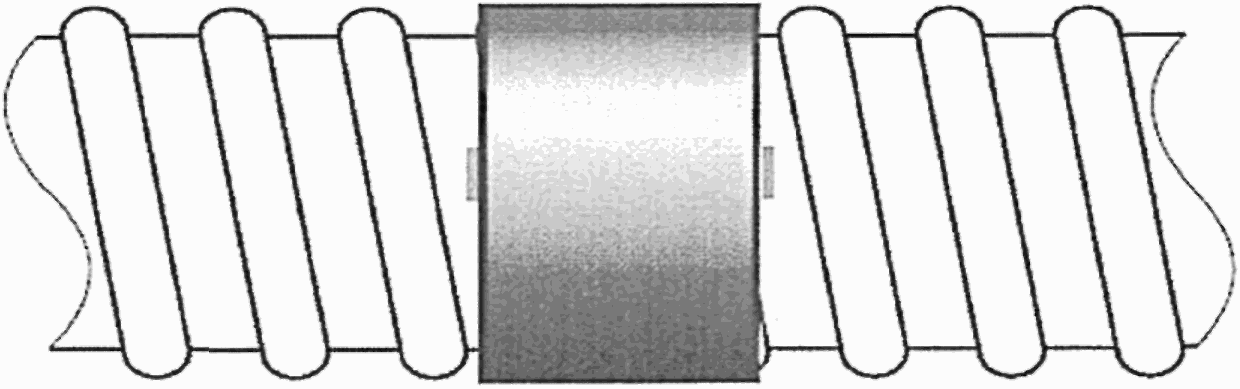
Рисунок 6.2
- Установка ТУМ на соединении по меткам
6.4.9 Усадку ТУМ проводят с помощью горелок с регулируемым пламенем. Пламя газовой горелки необходимо отрегулировать таким образом, чтобы факел пламени имел длину 25 - 30 см, при этом голубая составляющая должна составлять 1/3 длины факела пламени, остальной участок факела - желтое пламя. Обработку поверхности и усадку ТУМ следует проводить желтым участком факела пламени горелки. В зависимости от диаметра труб допускается применять несколько горелок одновременно (рисунок 6.3).

Рисунок 6.3
- Усадка муфты с помощью двух горелок
6.4.10 В процессе усадки нижняя зона провисания ТУМ не должна касаться грунта. Усадку необходимо проводить за один технологический прием, без смещения ТУМ относительно ранее нанесенных меток. ТУМ должна плотно прилегать к поверхности труб, без видимых зазоров и механических повреждений.
6.4.11 После окончания работы по усадке ТУМ выдерживают время не менее 15 мин для естественного охлаждения.
6.4.12 Допускается вместо ТУМ применять ТУЛ, которая представляет собой двухслойную конструкцию (полиэтиленовая основа и термоплавкий адгезив), обладающую свойством термоусадки, имеющую высокую стойкость к УФ излучению и покрытую термоплавким клеевым слоем с высокой адгезией, стойкостью к сдвиговым деформациям и сопротивлением к отслаиванию.
6.4.13 Поверхности соединяемых труб прогревают в порядке, предусмотренном
6.4.7
, после чего один из концов ТУЛ прогревают с помощью газовой горелки до момента размягчения клеящего слоя и плотно прижимают к подогретой поверхности трубы верха соединения, ориентируясь на разметку, клеящейся стороной. Клеящая поверхность ТУЛ должна быть сухой и чистой (рисунок 6.4). Для улучшения склеивания ТУЛ с поверхностью трубы следует дополнительно прикатать ленту роликом.

термоусаживающейся ленты при монтаже
1
- место первоначальной фиксации ТУЛ;
2
- ТУЛ;
3
- место стыковки ТУЛ
Рисунок 6.4 -
Схема монтажа ТУЛ на место соединения труб
6.4.14 После остывания приклеенного конца ТУЛ проводят ее оборачивание вокруг соединения труб с обеспечением нахлеста 150 - 200 мм в верхней точке и провиса в нижней точке не более 10 - 30 мм.
6.4.15 Для усиления места стыка концов ТУЛ проводят монтаж замковой пластины (рисунок 6.5), подогревая место наложения замковой пластины на ТУЛ и клеящий слой самой замковой пластины "мягким" пламенем газовой горелки, прикатывая с помощью силиконового ролика и добиваясь ее полного приклеивания к ТУЛ.

1
- труба;
2
- ТУЛ;
3
- замковая пластина
Рисунок 6.5 -
Схема крепления замковой пластины
6.4.16 После закрепления концов ТУЛ и охлаждения стыка осуществляют усадку ТУЛ, предварительно проверив положение ТУЛ относительно ранее нанесенных меток места ее посадки. Усадку проводят со стороны провиса вверх в сторону замковой пластины. Для того чтобы не повредить ТУЛ в процессе усадки, прогревать ее следует "мягким" пламенем газовой горелки, круговыми непрерывными движениями равномерно по окружности ленты. В зависимости от диаметра соединяемых труб допускается одновременная работа двумя и более горелками.
6.4.17 Усадка ТУЛ считается законченной, если она плотно прилегает к поверхности соединения труб по всей площади контакта. После окончания работы по усадке ТУЛ следует выдержать время естественного охлаждения длительностью не менее 15 мин.
6.4.18 Процесс сварки соединения труб ручным экструдером выполняют аналогично процедуре монтажа труб с применением ТУМ.
6.4.19 Удаление избыточного расплава присадочного материала, выходящего из-под опорных поверхностей сварочной насадки, проводят после полного охлаждения инструментом, позволяющим выполнить работу без повреждения основной стенки трубы.
6.5.1 Трубопроводы из полимерных материалов, не соединяющиеся с помощью сварки, следует соединять между собой механическими способами (компрессионным, на резьбе, фланцевым, в раструб и т.п.).
6.5.2 Для разъемных соединений полимерных труб между собой или соединения с трубами из металлических материалов используют фланцевые соединения. Металлические фланцы могут быть встроены в полимерную втулку или свободно надеваться на специальную втулку под фланец.
6.5.2.1 Втулки соединяют с трубами сваркой встык или с помощью муфт с ЗН. При этом применяют сварочные устройства, оснащенные приспособлениями для центровки и закрепления втулок.
6.5.2.2 Сборку и сварку втулок под фланцы с трубами следует проводить в условиях мастерских. При этом втулку приваривают к патрубку длиной не менее 0,6 - 1,0 м.
6.5.2.3 Перед приваркой готового узла (втулка-патрубок) или отдельной втулки под фланец к трубе на замыкающем участке трубопровода необходимо предварительно надеть на трубу свободный фланец.
6.5.2.4 При сборке фланцевых соединений затяжку болтов проводят поочередно, завинчивая противоположно расположенные гайки тарированным или динамометрическим ключом с усилием, регламентированным технологической картой. Гайки болтов располагают на одной стороне фланцевого соединения.
6.5.3 Соединение труб в раструб с резиновым уплотнительным кольцом применяют для труб из НПВХ, ПВХ-О или со структурированной стенкой. Герметичность соединения достигается за счет сжатия резинового кольца между стенками раструба и трубным концом трубы. Резиновое уплотнительное кольцо со специальным полимерным вкладышем или без него позволяет частично компенсировать несовпадение осей соединяемых частей.
6.5.3.1 Для исключения разъединения труб размещают раструб навстречу потоку жидкости.
6.5.3.2 Для исключения неравномерной деформации уплотняющего кольца соблюдают соосность составных участков трубопровода таким образом, чтобы искривленность оси была не более толщины стенки трубы на каждый метр длины трубопровода.
6.5.3.3 Для исключения повреждения и перекручивания уплотнительного кольца необходимо применять специальные смазки. Допускается применение смазок, к которым материал труб и уплотнительных колец является химически стойким. Применение смазок, содержащих нефтепродукты, не допускается.
6.5.3.4 Для облегчения монтажа трубопроводов из НПВХ и ПВХ-О после обрезания трубы снимают фаску под углом 15° с трубного конца трубы.
6.5.3.5 Перед сборкой трубопровода необходимо очистить от возможных загрязнений уплотнительное кольцо, внутреннюю часть раструба и трубный конец трубы, после чего нанести смазку на трубный конец трубы (соединительной детали). Трубный конец трубы следует поместить в раструб до упора, за исключением труб из НПВХ (в том числе со структурированной стенкой) и ПВХ-О, при соединении которых рекомендуется сохранять зазор в 9 - 11 мм между трубным концом трубы и упором в раструбе, в целях компенсации изменения длины, возникающей в результате температурных воздействий.
6.5.3.6 Трубные концы соединительных деталей помещают в раструб до упора, за исключением деталей из НПВХ и ПВХ-О, которые размещаются с учетом температурного зазора.
6.5.3.7 Сборку раструбных соединений осуществляют вручную или с использованием монтажных приспособлений. Правильность сборки соединения и установки уплотнительного кольца проверяют щупом толщиной 0,5 мм в четырех диаметрально противоположных точках поперечного сечения трубопровода.
6.5.3.8 Сборку раструбных соединений следует проводить при температуре наружного воздуха не ниже минус 10 °C. Извлекаемые уплотнительные кольца до начала монтажа должны находиться в теплом помещении.
6.5.3.9 Присоединение раструба полимерной трубы к трубному концу чугунной трубы и трубного конца полимерной трубы к раструбу чугунной трубы осуществляется с помощью соединительной детали индивидуальной разработки, изготовленной в заводских условиях.
6.5.4 Монтаж трубопроводов с применением компрессионных соединительных деталей проводят в следующем порядке:
- закругляют кромки труб, обрезанных под прямым углом;
- ослабляют гайку-крышку на три-четыре витка резьбы, не снимая с соединительной детали; для монтажа трубы диаметром 63 - 110 мм с овальностью допускается снять гайку и обжимное кольцо;
- вводят трубу в фитинг до внутренних ограничителей (или до упора);
- закручивают гайку-крышку до необходимой степени затяжки. Для труб диаметром 50 - 110 мм используют компрессионный ключ или аналогичное приспособление для полного затягивания гайки.
6.5.4.1 Для соединения с металлической трубой применяют переходную компрессионную соединительную деталь с резьбой на металлическом конце. Для создания герметичности на резьбу предварительно наматывают ФУМ-ленту. Другой конец соединяют с полиэтиленовой трубой согласно
6.5.4
.
6.5.5 Полимерные трубы с разъемными резьбовыми соединениями применяют для обустройства буровых скважин для водоснабжения, а также при восстановлении безнапорных трубопроводов. Данные трубы, как правило, имеют цилиндрическую трапецеидальную резьбу и могут быть соединены четырьмя способами:
- с помощью специальных муфт, внутри которых есть резьба, а труба имеет внешние нарезы. Трубы прикручивают с двух сторон муфты;
- с помощью муфты, имеющей внешнюю резьбу и размещаемой внутри соединяемых труб, имеющих внутреннюю резьбу (ниппельный способ);
- раструбным резьбовым соединением, при котором один конец трубы имеет небольшое расширение - раструб, в котором нарезана резьба, а у другого конца - внешняя резьба;
- резьбовым соединением, при котором один конец трубы имеет наружную резьбу, а другой - внутреннюю, выполненные с местным утонением стенки таким образом, что после свинчивания соединения не происходит местного увеличения наружного или заужения внутреннего диаметров.
6.5.6 Резьбовые соединения полиэтиленовых труб со структурированной стенкой типа A с кольцевыми или спиральными полыми секциями проводят на прямых участках. Подготовленные к соединению трубы совмещают торцами так, чтобы начало захода наружной и внутренней резьбовых частей совпадали.
6.5.6.1 Трубы свинчивают с помощью самозатяжной петли до полного смыкания торцов. Участок трубопровода, к которому проводят стыковку, фиксируют, исключая возможность проворачивания, продольного или поперечного смещения.
6.5.6.2 После свинчивания труб проводят герметизацию стыков одним из следующих способов:
- с помощью термоусаживающего комплекта, состоящего из ТУЛ и адгезивной ленты;
- с помощью термоусаживающего комплекта и проварки внутреннего стыка ручным экструдером (для труб диаметром свыше 1000 мм);
- методом проварки наружного и внутреннего стыков ручным экструдером (для труб диаметром свыше 1000 мм);
- методом проварки наружного стыка ручным экструдером (для труб диаметром менее 1000 мм).
6.5.7 Герметичность резьбового соединения труб из НПВХ должна быть обеспечена с помощью уплотнительного резинового кольца.
6.5.8 Соединение полимерных труб с трубами из других материалов проводят с применением соединительной детали, имеющей на конце фланец, в раструб согласно
6.5.3.9
, свертными муфтами или через колодец (камеру).
6.5.9 Для соединения напорных полиэтиленовых трубопроводов со стальными трубопроводами допускается использовать неразъемные соединительные детали "полиэтилен-сталь".
6.6.1 Трубы из НПВХ допускается склеивать между собой и с соединительными деталями из НПВХ враструб (внахлест).
6.6.2 Склеиваемые поверхности должны проходить специальную механическую обработку, быть обезжирены и покрыты клеем.
6.6.3 Состав клея должен обеспечивать адгезию к материалу трубопровода и требуемую прочность соединения.
6.6.4 Склеивание труб из НПВХ между собой и с соединительными деталями из НПВХ необходимо проводить в точном соответствии с требованиями инструкции, предоставляемой заводом-изготовителем или поставщиком труб. В инструкции с учетом конкретной консистенции клея должны быть указаны: допустимые зазоры между сопрягаемыми при склеивании внутренними поверхностями раструбов и наружными поверхностями трубных концов; технологические процессы зашкуривания и обезжиривания указанных поверхностей; приемы нанесения на них клея; время технологических пауз и отверждения до приложения монтажной и испытательной (гидравлической) нагрузок с учетом температурных и влажностных факторов.
6.7.1 Прокладку сетей водоснабжения и водоотведения следует выполнять в соответствии с требованиями
СП 45.13330
,
СП 48.13330
,
СП 129.13330
и
СП 249.1325800
.
6.7.2 Земляные работы
6.7.2.1 Устройство основания под трубопровод и методы разработки траншеи устанавливают в проекте в зависимости от назначения и диаметра трубопровода, геотехнических характеристик грунтов, рельефа местности и технико-экономических показателей, применяемых механизмов.
При выборе типа основания под трубопровод следует учитывать требования
СП 22.13330
.
6.7.2.2 В стесненных условиях городской застройки возводят траншеи и котлованы с вертикальными стенками. Для предотвращения обрушения вертикальных стенок необходимо устраивать их временное крепление.
6.7.2.3 Минимальную ширину траншеи с вертикальными стенками принимают не менее наружного диаметра трубопровода (в свету) плюс 0,2 м с каждой стороны, при необходимости передвижения людей в пространстве между трубой и стенкой траншеи - не менее 0,6 м. Допускается ширину траншеи назначать равной диаметру трубопровода плюс 0,05 м, при этом засыпку пространства между трубой и стенкой траншеи следует выполнять песчаным или иным грунтом без каменистых включений без последующего уплотнения, но с обязательным устройством защитного слоя согласно
6.7.2.8
.
6.7.2.4 Для сборки соединений трубопроводов в траншеях предусматривают приямки, размеры которых выбирают в зависимости от вида, типа и диаметра прокладываемых труб и обеспечения безопасности при проведении работ.
6.7.2.5 Методы засыпки и уплотнения грунтов засыпки, а также применяемые при этом механизмы определяются проектом и должны обеспечивать сохранность труб, исключая возможность их смещения.
Степень уплотнения грунта устанавливают в зависимости от назначения и диаметра трубопровода.
Схема засыпки траншеи представлена на рисунке
6.6
.
6.7.2.6 Подбивку пазух между трубой и дном траншеи выполняют одновременно с двух сторон ручным немеханизированным инструментом.
6.7.2.7 Засыпку свободного пространства между трубой и стенкой траншеи проводят одновременно с двух сторон равными слоями (толщиной от 0,1 до 0,25 м) с уплотнением грунта ручным немеханизированным и (или) механизированным инструментом до степени уплотнения не ниже 0,92. Высота засыпки траншеи должна быть не менее высоты защитного слоя над верхом трубы.
6.7.2.8 При засыпке трубопроводов над верхом трубы обязательно устройство защитного слоя толщиной не менее 0,3 м из песчаного или местного грунта, не содержащего твердых включений (щебня, камней, кирпичей и т.д.). Уплотнение защитного слоя допускается проводить только ручным немеханизированным инструментом со степенью уплотнения не ниже, чем в пазухах траншеи.
6.7.2.9 Засыпку пространства между трубой и стенкой траншеи, устройство защитного слоя грунта, а также их разравнивание проводят вручную и (или) с помощью экскаватора-планировщика. Засыпку нижней части траншеи на высоту 0,25 - 0,3 м проводят вручную не менее чем на 0,2 м от стенки трубы (за исключением траншей, ширина которых на 0,1 м превышает диаметр трубопровода).
6.7.2.10 При засыпке пространства между трубой и стенкой траншеи и устройстве защитного слоя грунта места соединения трубопроводов оставляют не засыпанными до проведения предварительных испытаний на герметичность.
6.7.2.11 Засыпку траншеи поверх защитного слоя допускается осуществлять местным грунтом, не содержащим включений валунов и строительного мусора, в соответствии с требованиями проекта. Засыпку проводят послойно (с толщиной слоев, м: песок - 0,7; супеси и суглинки - 0,6; глины - 0,5) экскаваторами-планировщиками, одноковшовыми экскаваторами, бульдозерами с соблюдением максимальной осторожности.
6.7.2.12 Участки траншеи с полимерными трубопроводами, пересекающие существующие или проектируемые дороги, следует засыпать на всю глубину песчаным грунтом и уплотнять до степени уплотнения не ниже 0,98.
6.7.2.13 Уплотнение грунта при засыпке траншеи поверх защитного слоя проводят с помощью гидромолотов и виброплит массой до 100 кг при высоте слоя засыпки над трубопроводом не менее 0,8 м.

1
- защитный слой грунта (уплотнение допускается
проводить только ручным немеханизированным инструментом);
2
- трубопровод;
3
- пазуха между трубой и основанием
траншеи, подбивка которой выполняется ручным
немеханизированным инструментом;
4
,
5
- слои грунта
с уплотнением грунта ручным немеханизированным
и (или) механизированным инструментом;
6
- засыпка
местным грунтом с уплотнением немеханизированным
и/или механизированным инструментом;
h
1
1
-
h
n
1
- толщина
слоя засыпки местным грунтом;
h
1
,
h
2
,
h
3
- толщина слоя
засыпки пространства между трубой и стенкой траншеи;
h
4
- толщина защитного слоя грунта
Рисунок 6.6 -
Схема засыпки траншеи с расположением слоев
6.7.3 Укладка трубопроводов
6.7.3.1 Укладку трубопроводов водоснабжения и водоотведения следует проводить с обязательным учетом местных условий, используя наиболее подходящие технологические схемы:
- на дне траншеи в проектном положении (место стыка должно быть расположено над приямком) и с обязательным закреплением присыпкой грунтом;
- над траншеей на лежнях, располагаемых поперек траншеи на длине всего участка, на котором ведутся укладочные работы, с последующим опусканием собранной части трубопровода в проектное положение и закреплением ее подсыпкой и подбивкой грунтом, при этом лежни постепенно удаляются из-под собранных труб;
- на бровке траншеи (в отдалении от траншеи), с опусканием сваренной трубной плети по стенке на дно траншеи и размещением ее в проектном положении с последующим соединением отдельных трубных плетей между собой монтажными стыками и закреплением трубопровода подсыпкой и подбивкой грунтом.
6.7.3.2 Следует предусматривать опирание трубопровода на плоское основание и один из нижеперечисленных типов подготовки оснований:
- песчаная подготовка толщиной 0,15 м при прокладке трубопроводов в грунтах с расчетным сопротивлением
R
0
не менее 0,1 МПа, а также по искусственному основанию;
- втрамбованное в грунт щебеночное основание с устройством песчаной подготовки или искусственное бетонное основание в водонасыщенных грунтах со слабой водоотдачей и с расчетным сопротивлением
R
0
не менее 0,1 МПа;
- искусственное железобетонное основание в грунтах с возможной неравномерной осадкой и с расчетным сопротивлением
R
0
не менее 0,1 МПа;
- в слабых грунтах с расчетным сопротивлением
R
0
менее 0,1 МПа, а также в заболоченных, заиленных, заторфованных грунтах должны быть предусмотрены и осуществлены мероприятия, обеспечивающие несущую способность грунтов, соответствующую расчетному сопротивлению не менее 0,1 МПа (замена грунтов, устройство эстакад и т.п.).
Не требуются устройство песчаной подготовки и замена грунта для трубопроводов из ПЭ 100-RC или имеющих наружный и внутренний соэкструзионные слои из ПЭ 100-RC, которые укладываются непосредственно на выровненное дно траншеи.
6.7.3.3 При прокладке труб в водонасыщенных грунтах с высоким уровнем грунтовых вод следует предусмотреть мероприятия по сбору поверхностного стока, водоотводу и водопонижению. При этом необходимо обеспечить балластировку, т.е. закрепление трубопровода пригрузами (рисунки 6.7 -
6.13
), которые не повреждают трубу, в целях предотвращения его возможного всплытия.
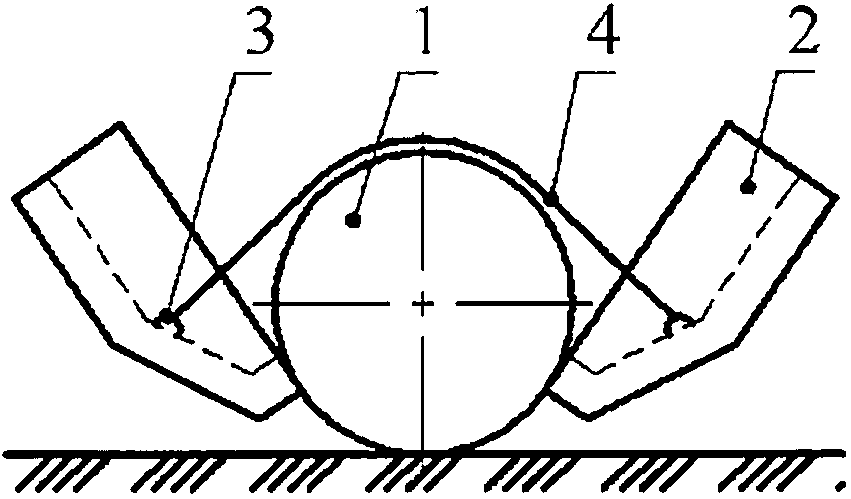
1
- трубопровод;
2
- блок утяжелителя в виде короба;
3 -
узел навески силового соединительного пояса;
4
- силовой соединительный пояс
Рисунок 6.7 -
Железобетонный утяжелитель охватывающего
типа с навесными утяжелителями
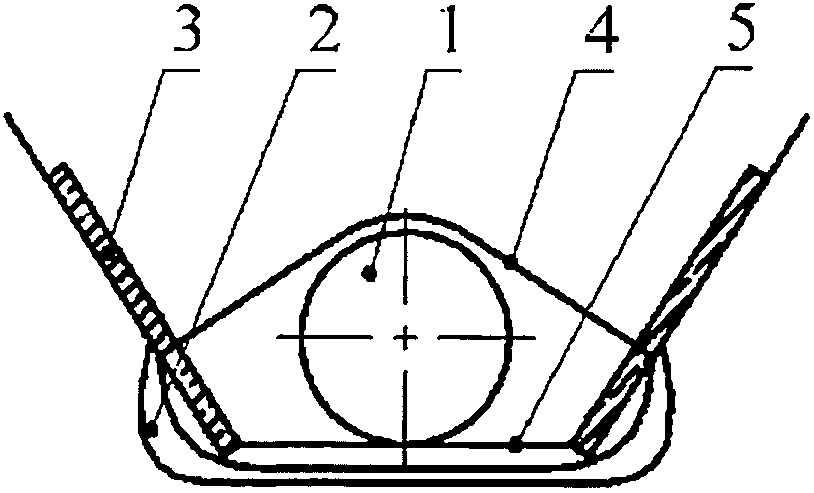
1
- трубопровод;
2
- приямок в траншее для установки
утяжелителя;
3
- шарнирно-соединительные плиты;
4
- силовой соединительный пояс;
5
- дно траншеи
Рисунок 6.8 -
Железобетонный утяжелитель охватывающего
типа с шарнирно-соединенными плитами

1
- трубопровод;
2
- утяжелитель;
3
- строповочные петли
Рисунок 6.9 -
Железобетонный утяжелитель клиновидного типа

1
- трубопровод;
2
- полотнище из НСМ;
3
- металлический
штырь;
4
- грунт засыпки
Рисунок 6.10
- Способ балластировки трубопроводов грунтом
засыпки с использованием НСМ при прокладке в песчаных грунтах

1
- трубопровод;
2
- полотнище из НСМ;
3
- бандаж;
4
- грунт засыпки
Рисунок 6.11 -
Способ балластировки трубопроводов грунтом
засыпки с использованием НСМ при прокладке в глинистых
и суглинистых грунтах

1
- трубопровод;
2
- контейнер из технической ткани;
3
- распорная рамка;
4
- грузовая лента
Рисунок 6.12 -
Балластировка трубопровода с помощью
двух полимерных контейнеров
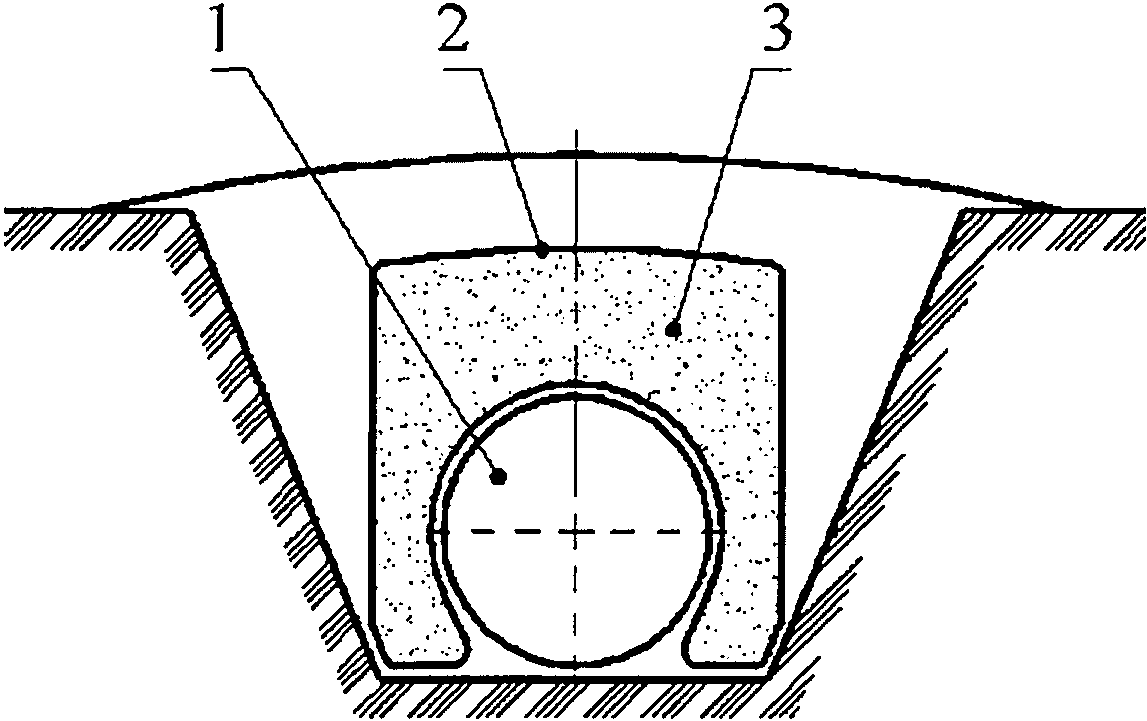
1
- трубопровод;
2
- полимерный контейнер;
3
- грунт засыпки
одного полимерного контейнера
6.7.3.4 При укладке участка безнапорного трубопровода между колодцами необходимо своевременно проверить значение уклона на соответствие проекту. Отклонение уклона от проектного значения не допускается.
Смещение труб в горизонтальной плоскости не должно превышать 0,25 внутреннего диаметра.
6.7.3.5 Монтаж узлов в колодцах проводят одновременно с прокладкой трубопровода или предварительно в заводских условиях. Присоединение трубопроводов к фланцам, запорной и регулирующей арматуре проводят перед засыпкой трубопровода защитным слоем грунта, без затяжки болтов. Окончательную затяжку болтовых соединений выполняют непосредственно перед гидравлическим испытанием системы.
6.7.3.6 Монтаж трубопроводов проводят в летнее время в наиболее холодное время суток, а зимой - в наиболее теплое. Для поддержания стабильности температуры трубопровода в траншее до его засыпки целесообразно применять укрытия из синтетических материалов.
6.7.4 Прокладка трубопроводов бестраншейными методами
6.7.4.1 В случае нецелесообразности устройства напорных трубопроводов открытым способом прокладку следует осуществлять бестраншейными методами (в том числе методом ГНБ) с использованием труб из полиэтилена с соэкструзионными слоями на наружной и (или) внутренней поверхностях трубы либо труб из ПЭ с дополнительной защитной оболочкой из термопласта на наружной поверхности трубы.
6.7.4.2 Строительство трубопроводов методом ГНБ должны выполнять профильные организации, имеющие необходимое оборудование и соответствующий допуск на ведение данных работ, полученный в установленном действующим законодательством Российской Федерации порядке.
6.7.4.3 Работы по бурению выполняют при положительных температурах окружающего воздуха. Работу по прокладке трубопроводов при отрицательных температурах окружающего воздуха следует выполнять круглосуточно при непрерывной работе всех систем. Бурильная установка и резервуары с буровым раствором должны находиться в укрытии с температурой воздуха не ниже 5 °C. Не допускается планировать работы на период, когда возможно понижение температуры до минус 10 °C. При строительстве трубопроводов незначительной длины (до 100 м) и диаметром до 110 мм допускается протаскивание трубопровода с одновременным расширением бурового канала.
6.7.4.4 Напряжения в стенке трубы при ее протаскивании по буровому каналу не должны превышать 50%
 .
.
6.7.4.5 Выбор бурильной установки проводят по результатам расчета общего усилия протаскивания.
6.7.4.6 Соотношения диаметра бурового канала, диаметра трубы и длины трубопровода из полиэтиленовых труб приведены в таблице 6.1.
Таблица 6.1
Соотношение диаметров трубопровода и бурового канала
|
Длина трубопровода, м
|
Диаметр бурового канала
|
|
До 50
|
Минимум 1,2 диаметра трубы
|
|
50 - 100
|
Минимум 1,3 диаметра трубы
|
|
100 - 300
|
Минимум 1,4 диаметра трубы
|
|
Свыше 300
|
Минимум 1,5 диаметра трубы
|
Для твердых почв - сухой глины и плотного слежавшегося песка диаметр бурового канала должен быть минимум 1,5 диаметра трубы.
6.7.5 Для обеспечения надлежащего монтажа полимерных емкостей необходимо соблюдение требований документации предприятия-изготовителя.
6.8.1 Исправление дефектных участков полиэтиленовых труб по
ГОСТ 18599
необходимо проводить следующими способами:
- с помощью ремонтных муфт с болтовыми соединениями (с резиновыми уплотнительными вставками);
- с помощью ремонтных муфт с ЗН или накладок с ЗН;
- путем вварки трубной вставки с использованием деталей с ЗН;
- путем замены поврежденной части трубы с использованием трубной вставки и фланцевых соединений.
6.8.2 Ремонтные муфты следует применять, когда максимальный размер повреждения на трубопроводе не превышает 160 мм.
6.8.3 Исправление дефектов напорных полиэтиленовых трубопроводов из труб по
ГОСТ 18599
с помощью ремонтных муфт с ЗН или накладок с ЗН допускается для труб диаметром до 1200 мм.
6.8.4 Последовательность приварки ремонтных муфт с ЗН и накладок с ЗН к трубопроводу должна соответствовать представленной в
6.3.12
.
6.8.5 При замене поврежденной части трубопровода с использованием деталей с ЗН или фланцевых соединений после выполнения подготовительных и земляных работ необходимо установить опоры под его концы, исключающие перекос трубопровода после вырезки и удаления поврежденного участка (рисунок 6.14).

1
- поврежденный участок;
2
- опора;
3
- трубопровод
Рисунок 6.14 -
Схема установки опор под концы трубопровода
перед вырезкой поврежденного участка
6.8.6 Длина трубной (ремонтной) вставки должна максимально соответствовать длине вырезанного поврежденного участка и быть меньше расстояния между концами трубопровода на минимально возможное значение. Допустимое значение зазора между концами трубопровода и концами трубной вставки не должно превышать ширину холодной зоны деталей с ЗН (рисунок 6.15).

1
- трубопровод;
2
- трубная вставка;
3
- опора
Рисунок 6.15 -
Схема расположения трубной вставки
между концами трубопровода
6.8.7 Перед монтажом трубной вставки необходимо установить опоры, которые должны обеспечить соосность трубопровода и трубной вставки (рисунки 6.16,
6.17
).

1
- муфта;
2
- опора;
3
- трубная вставка;
4
- трубопровод
Рисунок 6.16 - Схема
установки трубной вставки на опоры
с использованием деталей с ЗН

1
- трубная вставка;
2
- опора;
3
- фланец;
4
- трубопровод
с использованием фланцев
6.8.8 Исправление дефектных участков трубопроводов из полиэтиленовых труб с защитной оболочкой выполняют согласно
6.8.1
-
6.8.7
.
6.8.9 При замене поврежденной части трубы с использованием деталей с ЗН защитную оболочку удаляют по длине, обеспечивающей контакт соединительной детали с ЗН и поверхностью полиэтиленовой трубы.
6.8.10 Исправление дефектных участков труб по
ГОСТ Р 54475
проводят следующими способами:
- замена поврежденной части трубы трубной вставкой с герметизацией соединения с помощью ТУМ
(рисунок 6.18)
или ТУЛ в соответствии с требованиями
6.4
;
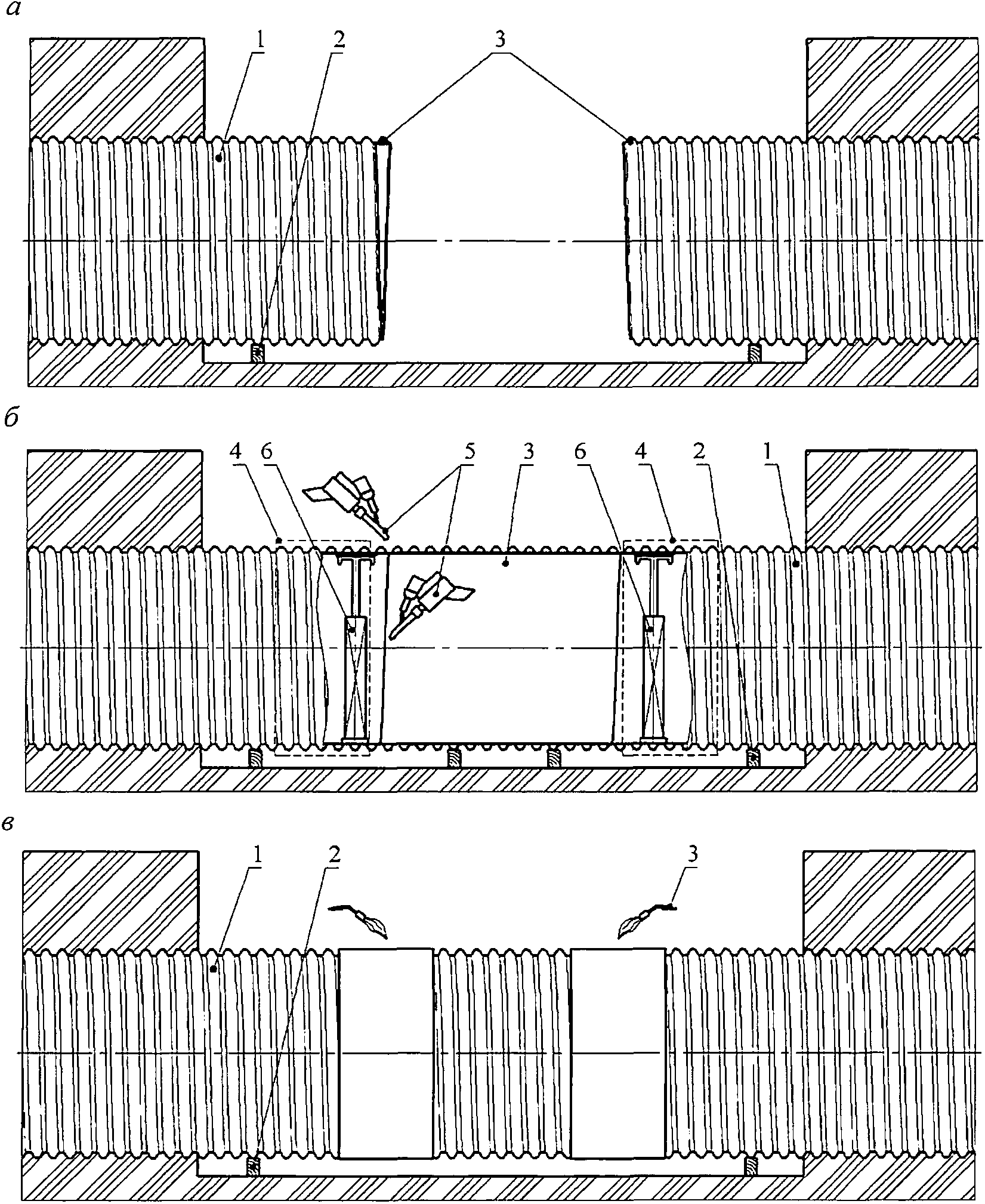
а
- подготовительные работы:
1
- трубопровод;
2
- опора;
3
- прямолинейный срез;
б
- монтаж трубной вставки и муфт:
1
- трубопровод;
2
- опора;
3
- ремонтная вставка;
4
- ТУМ;
5
- ручной экструдер;
6
- распорные домкраты;
в
- обработка
термоусаживающихся муфт газовой горелкой:
1
- трубопровод;
2
- опора;
3
- газовая горелка
с герметизацией соединения муфтой
- путем заваривания дефектного места ручным экструдером с одновременным применением ТУЛ или ТУМ
(рисунок 6.19)
.
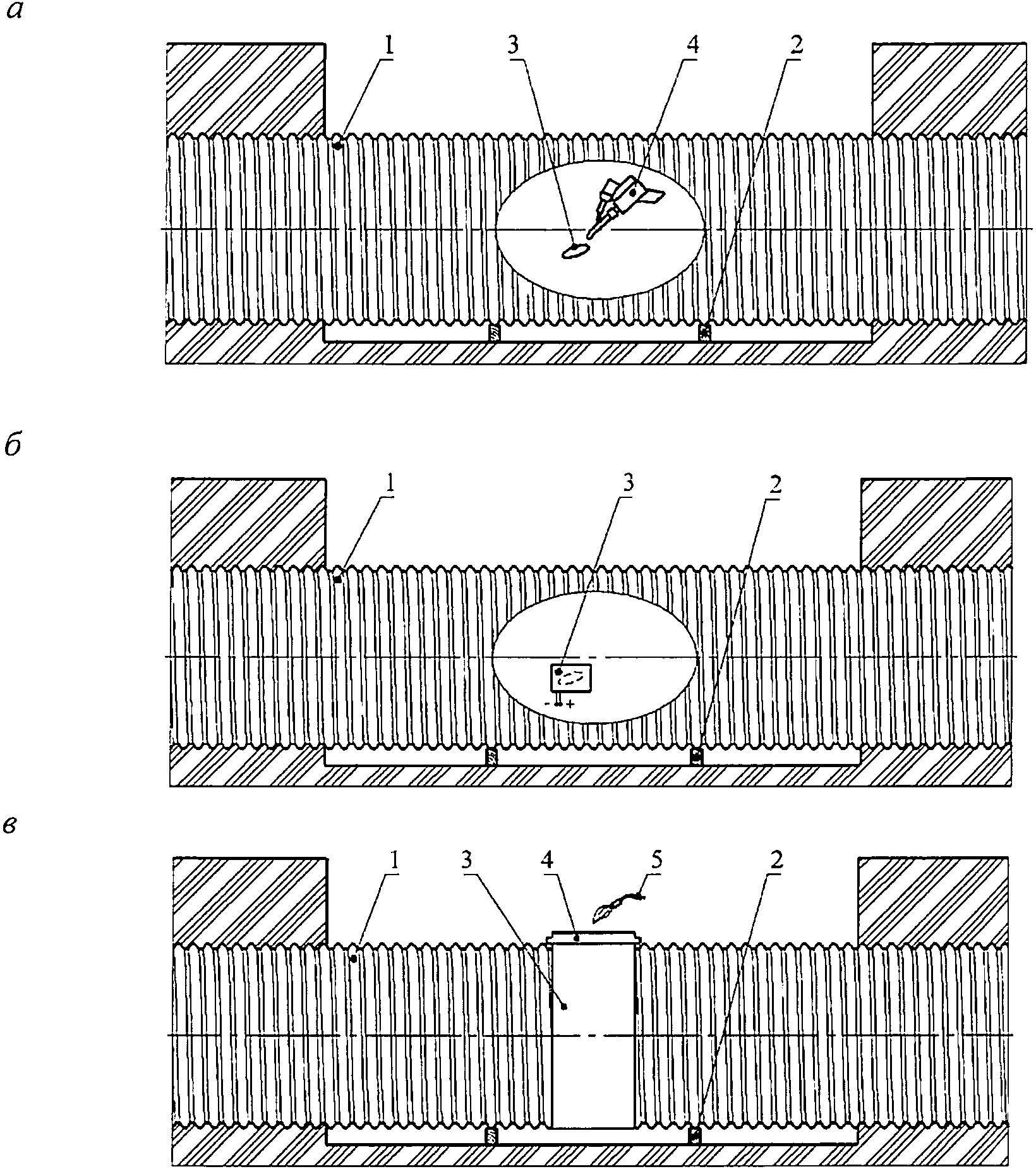
а
- обработка дефектного места ручным экструдером:
1
- трубопровод; 2 - опора;
3
- поврежденный участок;
4
- ручной экструдер;
б
- установка заплатки:
1
- трубопровод;
2
- опора;
3
- ПЭ заплатка;
в
- обработка термоусаживаемой ленты газовой горелкой:
1
- трубопровод;
2
- опора;
3
- ТУЛ;
4
- замковое
крепление ТУЛ;
5
- газовая горелка
6.8.11 При исправлении дефектных участков труб по
ГОСТ Р 54475
необходимо предусматривать устройство опор под трубной вставкой, которые должны обеспечивать соосность вставки и трубопровода.
6.8.12 Исправление дефектных участков труб из НПВХ и ПВХ-О проводят путем замены поврежденного участка трубы с использованием надвижных муфт, а также с помощью ремонтных муфт с болтовыми соединениями (с резиновыми уплотнительными вставками).
7.1 Реконструкцию изношенных трубопроводов водоснабжения и водоотведения с применением полиэтиленовых труб допускается проводить открытым и бестраншейным способами, с учетом
СП 249.1325800
и в соответствии с результатами, полученными в ходе обследования по
СП 272.1325800
. Допускается проведение сравнительного анализа преимущества и недостатков применения различных бестраншейных технологий, использующих полиэтиленовые трубы, на основе
ГОСТ Р 56290
.
7.2 При бестраншейном способе допускается применять различные технологии протяжки полиэтиленовых труб, после которых рабочие функции трубопровода перейдут к полиэтиленовому трубопроводу, а старый трубопровод будет использован в качестве каркаса для протяжки в них полиэтиленовых труб или разрушен.
При капитальном ремонте трубопроводов водоснабжения и водоотведения прочностные функции выполняет действующий трубопровод, а функция его герметичности восстанавливается в результате протяжки тонкостенных полиэтиленовых труб.
7.3 При выборе технологии реконструкции трубопровода следует учитывать диаметр трубопровода, характер повреждений, профиль трассы, число углов поворота и их радиус, наличие изгибов профиля трассы и расположение колодцев.
Соотношение наружных диаметров полиэтиленовых труб по
ГОСТ 18599
и внутренних диаметров труб из различных материалов приведено в таблице 7.1.
Таблица 7.1
Наружные диаметры полиэтиленовых труб и внутренние
диаметры труб из различных материалов
В миллиметрах
|
Наружный диаметр труб по
ГОСТ 18599
|
Внутренний диаметр труб
|
||||
|
стальных по
ГОСТ 8696
|
стальных по
ГОСТ 10704
|
железобетонных по
ГОСТ 12586.0
|
чугунных по
ГОСТ 9583
|
керамических по
ГОСТ 286
|
|
|
90
|
-
|
98
<*>
104
<*>
|
-
|
100
|
-
|
|
110
|
-
|
-
|
-
|
-
|
-
|
|
125
|
-
|
-
|
-
|
125
|
-
|
|
140
|
149
<*>
|
149
<*>
|
-
|
150
|
150
|
|
160
|
-
|
-
|
-
|
-
|
-
|
|
180
|
-
|
-
|
-
|
-
|
-
|
|
200
|
209
<*>
|
209
<*>
|
-
|
200
|
200
|
|
225
|
-
|
-
|
-
|
-
|
-
|
|
250
|
263
<*>
|
263
<*>
|
-
|
250
|
250
|
|
280
|
-
|
-
|
-
|
300
|
300
|
|
315
|
313
<**>
|
313
<**>
|
-
|
350
|
-
|
|
355
|
365
<**>
|
365
<**>
|
-
|
-
|
-
|
|
400
|
414
<**>
|
414
<**>
|
-
|
400
|
400
|
|
450
|
-
|
-
|
-
|
-
|
450
|
|
500
|
514
<***>
|
514
<***>
|
500
|
500
|
500
|
|
560
|
614
<***>
|
614
<***>
|
600
|
600
|
550
600
|
|
630
|
-
|
-
|
-
|
700
|
-
|
|
710
|
-
|
704
<***>
|
-
|
-
|
-
|
|
800
|
804
<***>
|
804
<***>
|
800
|
800
|
-
|
|
900
|
900
<*4>
|
900
<*4>
|
-
|
900
|
-
|
|
1000
|
1000
<*4>
|
1000
<*4>
|
1000
|
1000
|
-
|
|
1200
|
1200
<*4>
|
1200
<*4>
1300
<*4>
|
1200
|
-
|
-
|
|
1400
|
1400
<*4>
|
1400
<*4>
1500
<*4>
|
1400
|
-
|
-
|
|
1600
|
1600
<*4>
1700
<*4>
|
1600
<*4>
|
1600
|
-
|
-
|
|
1800
|
1800
<*4>
|
-
|
-
|
-
|
-
|
|
2000
|
2000
<*4>
|
-
|
-
|
-
|
-
|
7.4 Объем инженерных изысканий и размеры котлованов для проведения работ по реконструкции трубопроводов зависят от характера выполняемых в них работ, диаметра реконструируемого трубопровода, выбранной технологии реконструкции и необходимости расположения специальной техники при производстве работ.
7.5 Для протяжки внутри изношенного трубопровода полиэтиленовой трубы применяют следующие технологии:
- протяжка круглой трубы, при этом диаметр реконструируемого трубопровода уменьшается;
- протяжка предварительно обжатой полиэтиленовой трубы, поперечное сечение которой временно уменьшено и которая способна восстановить свою первоначальную форму, существенно не изменяя диаметр реконструируемого трубопровода;
- протяжка трубы, профилированной горячим способом при изготовлении, способной восстановить свою первоначальную форму под действием пара, существенно не изменяя диаметр реконструируемого трубопровода;
- протяжка трубы, профилированной холодным способом в заводских условиях при изготовлении или непосредственно на объекте, способной восстановить свою первоначальную форму под действием давления воздуха или воды, существенно не изменяя диаметр реконструируемого трубопровода;
- протяжка круглой трубы в коротких отрезках, имеющих на концах наружную или внутреннюю резьбу, позволяющую соединить данные отрезки между собой.
7.6 Профилированные тонкостенные полиэтиленовые трубы применяют в качестве оболочек, восстанавливающих герметичность действующего трубопровода.
7.7 Технологии бестраншейной реконструкции с разрушением существующего трубопровода подразделяются на два вида:
- трубопровод после разрушения остается в земле, а в образовавшуюся полость протягивается новый полиэтиленовый трубопровод;
- старый трубопровод вытягивается из земли с одновременным затягиванием нового полиэтиленового трубопровода. По мере вытягивания старый трубопровод обрезается и утилизируется.
7.8 Перед протяжкой полиэтиленового трубопровода проводят очистку внутренней полости существующего трубопровода в целях устранения загрязнений и острых выступов (потеки сварочного грата, края подкладных колец, обломки), способных повредить поверхность протягиваемых полиэтиленовых труб.
Требования к качеству очистки внутренней полости существующего трубопровода зависят от особенностей применяемой технологии протяжки.
7.9 Качество очистки проверяют с помощью видеокамеры или пропуском контрольного отрезка трубы длиной 2,0 - 3,0 м диаметром, равным диаметру протягиваемого трубопровода. По характеру повреждений на контрольном отрезке определяют возможность протяжки трубопровода.
7.9.1 При обнаружении внутренних препятствий в виде деформаций, смещений или продавленности труб, выступающего корня шва они должны быть устранены. Участок трубопровода, в котором невозможно устранить внутренние препятствия, вырезают. В зависимости от выбранной технологии протяжки вырезанный участок трубопровода может быть заменен новым.
7.9.2 Способы очистки и устранения внутренних препятствий выбираются организацией, производящей работы, после осмотра внутренней поверхности. Очистку внутренней поверхности трубопровода перед протяжкой обжатых или профилированных труб следует проводить до полного устранения всех видов посторонних включений, наносных отложений, твердых или режущих частиц размером более 7% номинальной толщины стенки трубы.
7.9.3 Если при проведении контроля с помощью видеокамеры будут выявлены участки трубопровода, мешающие процессу восстановления (наличие углов поворотов, запорных устройств и т.д.), в проект должны быть внесены изменения и вскрыты дополнительные котлованы.
7.9.4 В целях исключения помех при реконструкции всей намечаемой трассы трубопровода участки, мешающие процессу работ, могут быть переложены по решению проектной организации с внесением необходимых изменений в проектную документацию.
7.9.5 Окончание работ по очистке трубопровода оформляют актом, подписываемым представителями заказчика и организации - производителя работ
(приложение К)
.
7.10 Длинномерные трубы, смотанные на катушки, и трубы мерной длины, сваренные между собой в плети требуемой длины, перед протяжкой проходят внешний осмотр. Соединение труб в котлованах или колодцах проводят деталями с ЗН. Для формирования труб в плеть применяют сварку встык, при этом следует использовать сварочные машины высокой или средней степени автоматизации с функцией распечатки сварочного процесса.
7.11 Для предотвращения повреждений полиэтиленовых труб в местах ввода и вывода их из реконструируемых трубопроводов предусматривают установку специальных втулок (вставок) с конусным раструбом или короткие отрезки полиэтиленовых труб малого диаметра
(рисунок 7.1)
, которые демонтируют после окончания протяжки. Внутреннюю кромку торцов ремонтируемого стального трубопровода обрабатывают с помощью угловой шлифовальной машинки в целях устранения острых краев.

а
- защита с помощью отрезков полиэтиленовых труб малого
диаметра;
б
- защита с помощью специальных втулок (вставок)
труб при протяжке
7.12 Все работы, связанные с протягиванием полиэтиленовых труб, допускается проводить при температуре окружающего воздуха не ниже 0 °C или с применением специальных отапливаемых модулей (палаток).
7.13 Максимальную протяженность участка реконструируемого трубопровода следует определять в зависимости от допустимого значения тягового усилия, необходимого для протяжки полиэтиленовой трубы. Тяговые усилия при протяжке полиэтиленовых труб не должны приводить к деформации полиэтиленового трубопровода.
7.14 Технология протяжки круглых полиэтиленовых труб заключается в протягивании внутри изношенных участков трубопроводов подготовленных плетей из полиэтиленовых труб или длинномерных труб, которые соединяют после протяжки с помощью деталей с ЗН в единый трубопровод.
7.14.1 Протяжку полиэтиленовой трубы в очищенный изношенный трубопровод осуществляют при постоянной скорости, не превышающей 2 м/мин.
Процесс подачи трубы контролируют с помощью встроенных приборов на лебедке, автоматически измеряющих и регистрирующих тяговое усилие, которое не должно превышать 50%
 .
.
Усилия, создаваемые лебедкой, не должны превышать значения тянущего усилия даже в случае остановки протяжки трубы.
7.15 При технологии протяжки полиэтиленовых обжатых труб через существующий трубопровод (после очистки и проверки видеокамерой качества очистки) протягивают полиэтиленовую трубу или трубную плеть, сваренную непосредственно на месте проведения работ, пропущенную через специальную установку с обжимными роликами, которая временно уменьшает (до 10%) поперечное сечение трубы.
7.15.1 После протяжки предварительно обжатая полиэтиленовая труба или трубная плеть герметизируется и под давлением воды подвергается ускоренному процессу обратной деформации, восстанавливая первоначальные размеры.
Процесс восстановления первоначальных размеров полиэтиленовой трубы может проходить естественным путем по истечении определенного времени в зависимости от диаметра трубопровода и температуры окружающей среды.
7.15.2 Технология протяжки предварительно обжатых полиэтиленовых труб имеет ограничения по диаметру труб и значению SDR, связанные с процессом обжатия.
Диаметр полиэтиленовой трубы должен с определенным допуском соответствовать внутреннему диаметру трубопровода, подлежащего реконструкции.
7.15.3 Для обжатия могут быть использованы длинномерные трубы или трубная плеть, сформированная соединением сваркой встык полиэтиленовых труб. С наружной и, при необходимости, внутренней поверхностей трубной плети в местах соединения труб с помощью инструмента для отрезки грата удаляют грат, затем начинают обжатие.
7.15.4 Для проведения реверсии на концы полиэтиленовой трубы устанавливают специальные (концевые) соединительные детали, тип которых зависит от значения SDR используемой трубы. При использовании стандартной полиэтиленовой трубы допускается использовать в качестве концевых деталей стандартные втулки под фланец или специальные фланцевые адаптеры.
7.15.5 Подачу воды для восстановления первоначальной формы трубы осуществляют через реверсионные фланцы с патрубками для наполнения трубопровода водой и выпуска воздуха (рисунок 7.2).

1
- монтажная петля;
2
- клапан и патрубок для подключения
шланга для наполнения/опорожнения трубы Д = 50 мм;
3
- клапан и патрубок для подключения шланга
от опрессовочного насоса Д = 25 мм;
4
- клапан
для впуска/выпуска воздуха при наполнении и опорожнении
трубы;
5
- клапан и патрубок для подключения шланга
от опрессовочного насоса Д = 25 мм
Рисунок 7.2 -
Реверсионный фланец с патрубками
для наполнения трубопровода водой и выпуска воздуха
7.15.6 Концевую деталь (или адаптер) и реверсионный фланец следует устанавливать в котловане или колодце таким образом, чтобы не ограничивать движение полиэтиленовой трубы внутри ремонтируемой во время проведения реверсии.
7.15.7 После восстановления круглой формы трубы адаптеры и реверсионные фланцы демонтируют. Концевые детали демонтируют в случае невозможности их использования для присоединения к действующему трубопроводу. Соединение отремонтированного (реконструированного) участка с действующим трубопроводом осуществляется с помощью стандартных соединительных деталей.
7.16 Полиэтиленовые профилированные горячим способом трубы доставляют на объект смотанными на катушках (барабане). После очистки и проверки видеокамерой качества очистки существующего трубопровода полиэтиленовую профилированную трубу протягивают через реконструируемый участок.
7.16.1 После втягивания в реконструируемый трубопровод полиэтиленовой профилированной трубы на одном ее конце закрепляют калибрующую концевую деталь, через которую для инициирования процесса восстановления первоначальной формы внутрь трубы из парогенератора подают паровоздушную смесь при давлении 0,1 - 0,3 МПа с температурой 105 °C. Избыток пара на другом конце профилированной трубы через калибрующую концевую деталь и регулирующее сбросное устройство сбрасывается в конденсационную емкость или атмосферу.
7.16.2 Продолжительность восстановления первоначальной формы трубы зависит от диаметра и протяженности реконструируемого трубопровода и может составлять 3 - 5 ч.
7.16.3 После восстановления первоначальной формы полиэтиленовой трубы она должна быть охлаждена подачей в трубопровод воздуха с давлением не выше 0,3 МПа. Время охлаждения зависит от диаметра трубопровода и температуры наружного воздуха и может составлять от 2 до 6 ч.
7.16.4 Окончание охлаждения определяется достижением температуры 30 °C, измеренной на дальнем конце реконструированного участка трубопровода. После охлаждения сбрасывают давление воздуха, удаляют калибрующие концевые детали и, при необходимости, проводят обрезку полиэтиленовой трубы с обоих концов восстановленного участка на расстоянии не менее 0,5 м от края изношенного трубопровода.
7.16.5 Восстановленный трубопровод продувают воздухом с давлением 0,3 МПа для удаления конденсата, скопившегося после подачи пара, если этот процесс не был совмещен с процессом охлаждения. Полное удаление конденсата осуществляется путем протяжки в реконструированном участке трубопровода пенополиуретанового поршня или стального поршня с резиновыми манжетами.
7.17 При технологии протяжки полиэтиленовых профилированных холодным способом труб через существующий трубопровод (после очистки и проверки видеокамерой качества очистки) полиэтиленовые трубы сваривают встык непосредственно на месте проведения работ, пропускают через специальную установку, которая профилирует трубу придавая ей характерную U-образную форму. Для сохранения этой формы на трубе закрепляют бандажные ленточки. Грат перед профилированием удаляют.
При применении труб, профилированных холодным способом в заводских условиях (сразу после изготовления), их форма сохраняется с помощью стрейч-пленки, а поставка на объект осуществляется на катушках (барабанах).
7.17.1 После втягивания в реконструируемый трубопровод полиэтиленовой профилированной трубы на ее концах устанавливают концевые детали, через которые для инициирования процесса восстановления первоначальной формы внутрь трубы подают воду при давлении 0,1 - 0,3 МПа, а затем удаляют. Под воздействием давления воды лопаются бандажные ленточки, и труба принимает свою первоначальную круглую форму практически плотно прилегая к стенке реконструируемого трубопровода.
Процесс восстановления круглой формы труб, профилированных холодным способом в заводских условиях, допускается проводить сжатым воздухом под давлением, значение которого зависит от свойств материала, из которого изготовлена труба и температуры окружающего воздуха. Допускается для труб с SDR 41 применять пережимные устройства вместо концевых деталей.
7.17.2 Продолжительность восстановления первоначальной формы трубы зависит от диаметра и протяженности реконструируемого трубопровода.
Для труб, профилированных холодным способом в заводских условиях, оно должно быть не менее 12 ч.
7.18 Перед реверсией, при заполнении водой полиэтиленовой трубы, необходимо принять меры по полному удалению воздуха из ее полости, в целях обеспечения равномерного распределения давления воды на стенки полиэтиленовой трубы.
7.19 В процессе реверсии необходимо обеспечить контроль за достижением трубой максимальной длины окружности в любой ее части, а также за давлением воды, чтобы не превысить максимальных значений, предусмотренных данной технологией.
7.20 После удаления воды или продувки новый полиэтиленовый трубопровод проверяют на качество выполненных работ строительной организацией или другим профильным предприятием в присутствии представителей эксплуатационной организации. Проверку осуществляют с помощью видеокамеры. По результатам проверки составляют акт
(приложение Л)
.
7.21 Выполненный участок полиэтиленового трубопровода закрывают с обеих сторон заглушками, исключающими попадание внутрь грязи и воды. Заглушки сохраняют до момента проведения работ по соединению участков реконструированного трубопровода между собой или присоединения к действующему трубопроводу.
7.22 Для соединения восстановивших свою форму полиэтиленовых труб со стандартными полиэтиленовыми трубами ПЭ 80, ПЭ 100 (или соединительными деталями) используют:
- стандартные соединительные детали, в том числе с ЗН;
- компрессионные специальные детали.
7.23 При необходимости конец профилированной или обжатой полиэтиленовой трубы может быть локально расширен до ближайшего стандартного диаметра с помощью гидравлического экспандера, с учетом того, что окончательный наружный диаметр трубы не должен превышать номинальный (DN/OD) более чем на 7%, после чего в этот конец трубы вставляют опорную втулку, сохраняющую его стандартный размер.
Допускается применение специальных переходов с ЗН для соединения профилированных труб нестандартных размеров с полиэтиленовыми трубами стандартных размеров.
7.24 При монтаже углов поворота 15°, 22°, 30°, 45°, 60°, 90° используют полиэтиленовые отводы и детали с ЗН. Углы поворота можно выполнить "свободным изгибом" из стандартных полиэтиленовых труб ПЭ 80 или ПЭ 100 (соответствующих SDR) радиусом не менее 25 наружных диаметров трубы с последующим присоединением к трубопроводу с помощью деталей с ЗН.
7.25 Для соединения полиэтиленовой трубы с трубопроводом из других материалов используют механический тип соединительных деталей (фланцевые адаптеры, компрессионные муфты и т.д.).
Для присоединения полиэтиленовой профилированной или обжатой трубы к напорному стальному трубопроводу допускается применять неразъемное соединение "сталь-полиэтилен", привариваемое деталью с ЗН к его полиэтиленовой части.
7.26 Для предотвращения негативных последствий, вызванных высоким значением коэффициента линейного расширения полиэтилена, на присоединяемый трубопровод из других материалов следует предусматривать устройство упоров или установка "неподвижных опор".
7.27 Для присоединения полиэтиленовых трубопроводов к реконструированному профилированными или обжатыми трубами трубопроводу допускается использовать седловые отводы или заменить часть этого трубопровода тройником, присоединяемым муфтами с ЗН. При этом часть трубопровода вырезают с таким расчетом, чтобы обеспечить правильную установку тройника и муфт с ЗН.
7.28 Метод протяжки (проталкивания) полиэтиленовых трубопроводов через существующие трубопроводы самотечной канализации допускается применять с использованием труб со структурированной стенкой по
ГОСТ Р 54475
или по техническим условиям (с характеристиками, обеспечивающими качество труб не ниже стандартных) независимо от материала и конфигурации поперечного сечения существующего трубопровода, при условии свободного прохождения трубы.
7.29 Способ соединения (сварное, механическое и т.п.) в плеть труб со структурированной стенкой должен обеспечивать ее герметичность и целостность при протяжке (проталкивании).
7.30 Перед протяжкой (проталкиванием) плети труб со структурированной стенкой следует протянуть контрольный отрезок трубы длиной не менее 2,0 м диаметром, равным диаметру протягиваемого трубопровода. По характеру повреждений на контрольном отрезке определяется возможность протяжки трубопровода. Обнаруженные препятствия, наносящие недопустимые повреждения трубе, должны быть устранены в соответствии с
7.9.1
.
7.31 Для облегчения протягивания (проталкивания) плети труб со структурированной стенкой применяют бентонит, смешанный с водой до консистенции сметаны и наносимый на внешнюю поверхность трубы. Усилия протяжки (проталкивания) не должны приводить к деформации трубопровода со структурированной стенкой.
7.32 Межтрубное пространство, образовавшееся после протяжки (проталкивания) внутри существующего трубопровода самотечной канализации, должно быть заполнено цементным или другим раствором, обеспечивающим фиксацию положения (угла наклона) протянутого полимерного трубопровода на дальнейший период его эксплуатации.
7.33 Перекрытие межтрубного пространства осуществляют с нижней точки реконструируемого участка. Процесс заполнения межтрубного пространства можно считать завершенным, когда раствор начинает вытекать из патрубка отвода воздуха, вмонтированного в высшей точке.
7.34 Места примыканий трубопровода со структурированной стенкой к стенкам существующего трубопровода (колодца) после протяжки (проталкивания) должны быть герметизированы.
7.35 При разработке ПОС должны быть конкретизированы способы соединения труб, их протяжки (проталкивания), заполнения межтрубного пространства и герметизации мест примыкания. При разработке ППР уточняют принятые проектные решения. Все необходимые изменения в документацию вносят в установленном действующим законодательством Российской Федерации порядке.
8.1 Испытания трубопроводов водоснабжения и водоотведения проводят в соответствии с
СП 129.13330
и настоящим разделом.
8.2 Испытания трубопроводов водоснабжения и водоотведения допускается выполнять гидравлическим или пневматическим способом.
8.3 Напорные трубопроводы следует испытывать в два этапа: предварительное испытание (на прочность), окончательное испытание (на герметичность).
8.4 Предварительное испытательное (избыточное) гидравлическое давление при испытании на прочность, выполняемое до засыпки траншеи и установки арматуры (гидрантов, предохранительных клапанов, вантузов), должно быть равно расчетному рабочему давлению, умноженному на коэффициент 1,3.
8.5 Окончательное испытательное гидравлическое давление при испытаниях на герметичность, выполняемых после засыпки траншеи и завершения всех работ на данном участке трубопровода, но до установки гидрантов, предохранительных клапанов и вантузов, вместо которых на время испытания устанавливают заглушки, должно быть равно расчетному рабочему давлению, умноженному на коэффициент 1,3.
8.6 До проведения испытания напорных трубопроводов с раструбными соединениями с уплотнительными кольцами по торцам трубопровода и на отводах необходимо устраивать временные или постоянные упоры.
8.7 Гидравлическое испытание напорных трубопроводов на прочность следует проводить в следующем порядке:
- заполнить трубопровод водой и выдержать без давления в течение 2 ч;
- создать в трубопроводе испытательное давление и поддерживать его в течение 0,5 ч;
- снизить испытательное давление до расчетного и провести осмотр трубопровода.
Выдержку трубопровода под рабочим давлением проводят не менее 0,5 ч. Ввиду деформации оболочки трубопровода необходимо поддерживать в трубопроводе испытательное или рабочее давление подкачкой воды до полной стабилизации.
8.8 Гидравлическое испытание на герметичность проводят в следующем порядке:
- в трубопроводе следует создать давление, равное расчетному рабочему давлению, и поддерживать его 2 ч; при падении давления на 0,02 МПа проводят подкачку воды;
- поднять давление до уровня испытательного за период не более 10 мин и поддерживать его в течение 2 ч.
8.9 Трубопровод считается выдержавшим предварительное и окончательное гидравлические испытания, если под испытательным давлением не обнаружено разрывов труб или стыков и соединительных деталей, а также не обнаружено утечек воды.
8.10 Пневматические испытания напорных трубопроводов проводят в следующих случаях:
- температура окружающего воздуха ниже 0 °C;
- применение воды недопустимо по техническим причинам;
- вода в необходимом количестве отсутствует.
Порядок пневматических испытаний напорных трубопроводов из полимерных материалов и требования безопасности при испытаниях устанавливают проектом.
8.11 Значения избыточного давления при испытаниях напорных трубопроводов на прочность и герметичность пневматическим способом должны быть установлены проектом.
Примечание - Для полимерных труб установлено значение испытательного давления, равное рабочему давлению, умноженному на коэффициент 1,3.
8.12 Испытание безнапорных трубопроводов на герметичность гидравлическим способом следует проводить в два этапа: предварительное (до засыпки траншеи) и окончательное (после засыпки траншеи) согласно
СП 129.13330
.
9 Проектирование и строительство трубопроводов водоснабжения и водоотведения из полимерных материалов в особых условиях
9.1 Проектирование и строительство трубопроводов водоснабжения и водоотведения из полимерных материалов на территориях с особыми условиями должны осуществляться с учетом наличия и значений их воздействия на трубопровод, связанных с рельефом местности, геологическим строением грунта, гидрогеологическим режимом, подработкой территории строительства трубопровода, климатическими и сейсмическими условиями, а также с другими воздействиями и возможностью их изменения во времени:
- при прокладке на площадках с сейсмичностью до 9 баллов - с учетом требований
СП 14.13330
;
- при прокладке на подрабатываемых территориях и просадочных грунтах - с учетом требований
СП 21.13330
;
- при прокладке в многолетнемерзлых грунтах - с учетом требований
СП 25.13330
.
9.2 Основание под трубопроводы на территориях с особыми условиями проектируют с учетом требований
СП 22.13330
.
9.3 Допускается не предусматривать дополнительные мероприятия в просадочных грунтах типа I, слабонабухающих, слабопучинистых, слабозасоленных, слежавшихся насыпных грунтах, если напряжения в трубопроводах от деформаций не превышают допустимых, определенных на стадии проектирования, и (или) отсутствуют условия, вызывающие эти деформации.
9.4 При прокладке трубопроводов в водонасыщенных грунтах и проектировании водных переходов проводят расчет устойчивости положения (против всплытия) и необходимости балластировки трубопровода в соответствии с
приложением Д
.
Трубопроводы подлежат расчету на всплытие в границах горизонта высоких вод 2% обеспеченности (водные преграды) и максимального уровня грунтовых вод (водонасыщенные грунты).
Конструкция пригрузов должна быть стойкой к агрессивному воздействию грунта и грунтовых вод, исключать возможность повреждения поверхности труб.
9.5 При высоком уровне грунтовых вод следует предусматривать искусственное водопонижение.
9.6 При выборе трассы следует избегать участков с косогорами, неустойчивыми, просадочными и набухающими грунтами, пересечениями горных выработок, активных тектонических разломов, селеопасных и оползневых склонов, а также участков, где возможно развитие карстовых процессов или сейсмичность которых превышает 9 баллов.
9.7 При прокладке трубопроводов в водонасыщенных, заболоченных, заиленных, заторфованных грунтах предусматривают мероприятия, обеспечивающие несущую способность грунтов, соответствующую расчетному сопротивлению не менее 0,1 МПа. В этих случаях предусматривают бетонное или втрамбованное в грунт щебеночное основание с устройством песчаной подготовки.
9.8 Проектирование и строительство трубопроводов водоснабжения и водоотведения в просадочных грунтах типа I с просадочностью более 20 см и типа II с просадочностью до 20 см следует выполнять с уплотнением грунта трамбованием от 0,5 до 0,8 м. В грунтах типа II с просадочностью более 20 см выполняют уплотнение грунта трамбованием от 0,1 до 0,8 м и устройство водонепроницаемого поддона с бортами высотой 0,1 - 0,15 м, на которую укладывают дренажный слой толщиной 0,1 м.
9.9 На площадках строительства с сейсмичностью свыше 6 баллов ввод трубопровода в здания должен осуществляться через проемы, размеры которых должны превышать диаметр трубопровода в соответствии с СП 31.133330, при этом ось трубопровода должна проходить через центр проема.
9.10 Работы в горных условиях следует выполнять в период наименьшей вероятности появления на участках производства работ селевых потоков, горных паводков, камнепадов, продолжительных ливней и снежных лавин.
9.11 Сборку и сварку труб на продольных уклонах до 20° следует проводить снизу вверх по склону, при большей крутизне - на промежуточных горизонтальных площадках с последующим протаскиванием подготовленной плети трубопровода.
10.1 Строительство дренажных трубопроводов выполняют с учетом требований
СП 45.13330
.
10.2 Строительство дренажных трубопроводов выполняют траншейными и бестраншейными способами.
10.3 Монтаж дренажных трубопроводов включает следующие стадии:
- разработка траншеи (при траншейной прокладке);
- соединение труб;
- устройство фильтрующего слоя из мелкого гравия.
10.4 Траншейная прокладка дренажных трубопроводов
10.4.1 Дренажные трубы укладывают в траншею по окончании выравнивания для траншеи по нивелиру для придания трубопроводу проектного уклона и строительства колодцев, при этом соблюдают следующие условия:
- ширина траншеи по дну, зависящая от глубины заложения дрены, диаметра трубопровода, ширины ковша экскаватора, должна быть не менее 0,4 м;
- в поперечном сечении траншея может иметь прямоугольное или трапецеидальное очертание. В первом случае стенки траншеи необходимо укрепить с помощью инвентарных щитов, во втором - откосами 1:1;
- при поступлении поверхностных вод в дренажную траншею предусматривают временные водоотводные канавы, лотки или используют откачивание воды с помощью насосов. При поступлении в траншею грунтовых вод с расходом, превышающим 1 л/с, ее необходимо осушать с помощью иглофильтровых водопонижающих или других насосных установок;
- устройство траншейных дренажей всех типов выполняют в сухое время года. При наличии грунтов повышенной влажности, переувлажненных, а также в случае поступления в траншею поверхностных или грунтовых вод работы по устройству дренажей выполняют отдельными захватками с предварительным полным или частичным осушением;
- дно траншеи не должно содержать твердых включений (твердых комков, кирпича, камня и т.д.), которые могут продавить нижний свод уложенной на них трубы.
10.4.2 При прокладке дренажных труб допускается отклонение трубопровода от проектного положения в соответствии с рисунком 10.1.
При прокладке трубопроводов с частичной перфорацией трубы необходимо укладывать дренажными отверстиями вверх.

а
- отклонение проектной трассы от фактической
при изменении проектного положения колодцев;
б
- боковое
отклонение трассы при сохранении проектного положения
колодцев;
в
- отклонение трассы в вертикальном положении;
1
- фактическая трасса;
2
- проектная трасса
Рисунок 10.1 -
Допустимые отклонения дрены
от проектного положения
10.4.3 По окончании монтажных работ трубопровод дренажа должен быть обсыпан дренирующими обсыпками, которые, в соответствии с составом дренируемых грунтов, могут быть однослойными и многослойными.
Примеры устройства траншейных дренажей представлены на рисунках 10.2 и
10.3
.
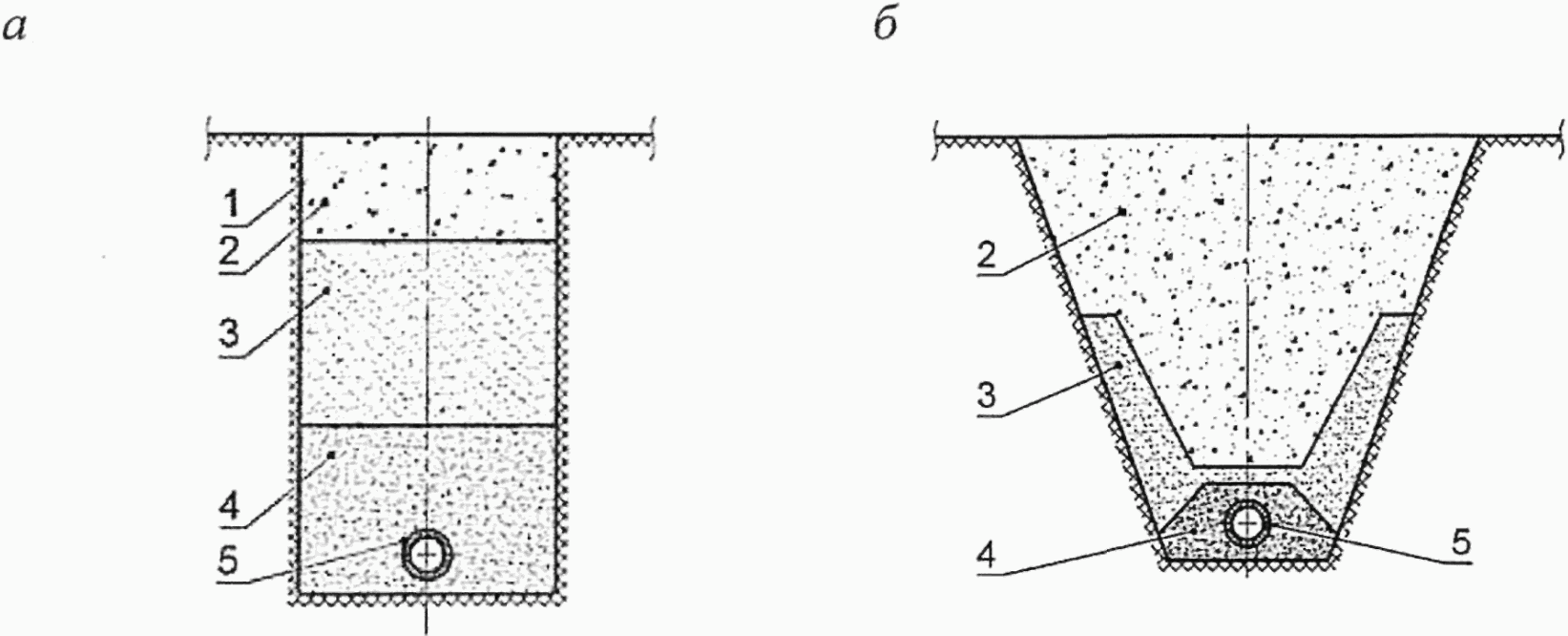
а
- в траншее с вертикальными стенками;
б
- в траншее
с откосами;
1
- контур траншеи;
2
- местный грунт;
3
- обратная засыпка траншеи разнозернистым песком;
4
- однослойная засыпка мелким щебнем;
5
- трубопровод
Рисунок 10.2 -
Схемы устройства траншейного дренажа
с однослойной обсыпкой песчано-гравелистым грунтом

а
- в траншее с вертикальными стенками;
б
- в траншее
с откосами;
1
- контур траншеи;
2
- местный грунт;
3
- обратная засыпка траншеи разнозернистым песком;
4
- фильтр из геотекстиля
в оболочке-фильтре из геотекстиля
10.4.4 Монтаж дренажных трубопроводов проводят при температуре наружного воздуха не ниже, чем минус 10 °C.
10.4.5 При укладке дренажных труб в отдельных траншеях, расположенных вблизи зданий и других сооружений, должна быть обеспечена устойчивость оснований этих сооружений от смещения в сторону дренажной траншеи.
10.4.6 При расположении дренажа в песках гравелистых, крупных и средней крупности со средним диаметром частиц 0,3 - 0,4 мм и крупнее устраивают однослойные обсыпки из гравия или щебня; при расположении в песках средней крупности со средним диаметром частиц, меньшим 0,3 - 0,4 мм, а также в мелких и пылеватых песках, супесях и при слоистом строении водоносного пласта необходимо устраивать двухслойные обсыпки: внутренний слой обсыпки из щебня, а внешний - из песка. Фракции щебня должны быть меньше размера впадины гофра. Щебень не должен содержать обломочные элементы с острыми кромками.
10.4.7 При применении дренажа с ЗФП может быть использована однослойная обсыпка из гравия или щебня (рисунок 10.4).
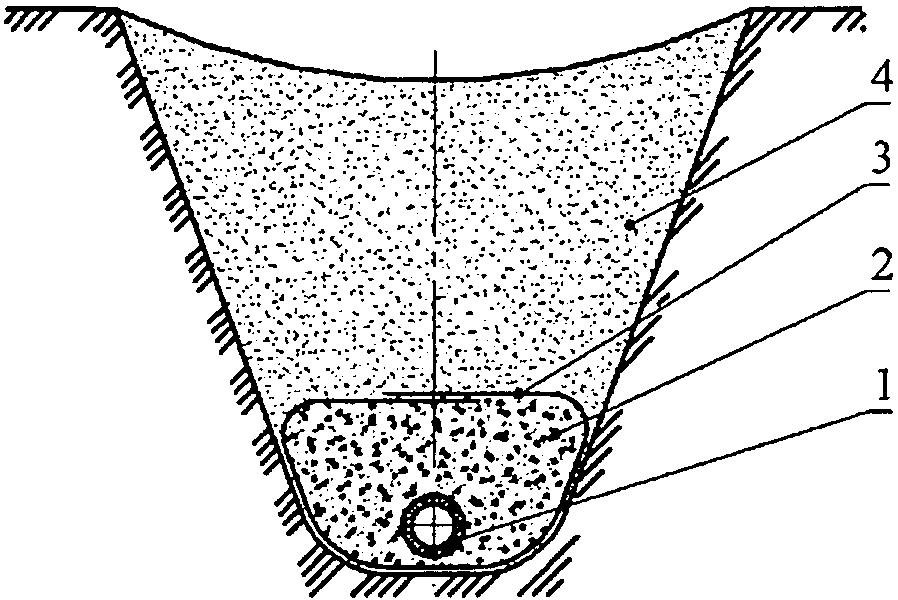
1
- трубопровод;
2
- гравийная засыпка;
3
- ЗФП;
4
- местный грунт
Рисунок 10.4 -
Общий вид системы дренажа с ЗФП
10.5 Бестраншейная прокладка дренажных трубопроводов
10.5.1 Горизонтальный бестраншейный дренаж
(рисунок 10.5)
располагают у подошвы откоса выемки или ее отдельных ярусов, а также в пределах верховой или низовой части склона.
10.5.2 Технология сооружения горизонтального бестраншейного дренажа включает:
- подготовительные работы, в том числе планировку поверхности земли, устройство временных подъездных путей, доставку труб и других материалов;
- устройство водоприемного коллектора (целесообразно использовать трубы со структурированной стенкой типа B);
- бурение скважин с установкой фильтров, представляющих собой трубы с гладкой внутренней и наружной поверхностью, имеющие щелевую перфорацию и соединяющиеся друг с другом посредством резьбы;
- введение в фильтры дрен, изготовленных из труб с ЗФП.

1
- установка ГНБ;
2
- фильтр (с последующим введением
дрен);
3
- планируемый уровень грунтовых вод;
4
- существующий уровень грунтовых вод
10.6 Монтаж дренажных трубопроводов
10.6.1 Перед монтажом дренажные гофрированные трубы раскладывают на бровке траншеи.
10.6.2 Монтаж дренажного трубопровода проводят на дне траншеи, где каждую трубу, одну за одной, последовательно вставляют в раструб двухраструбной муфты (рисунок 10.6). При необходимости можно обрезать трубы между гофрами ножовкой по дереву или по металлу. Монтаж муфт осуществляется вручную, при необходимости возможно использование инструмента или строительной техники. Для монтажа соединения края трубы, муфта/раструб и уплотнительное кольцо должны быть предварительно очищены чистой тканью от масла, грунта, песка и прочих загрязнений.

1
- трубы,
2
- уплотнительное кольцо,
3
- муфта
Рисунок 10.6 -
Схема соединения труб с помощью
двухраструбной муфты
10.6.3 Уплотнительное кольцо устанавливают в первую (
рисунок 10.7
, а, для труб диаметром 250 - 630 мм) или вторую (
рисунок 10.7
, б, для труб диаметром менее 250 мм) впадину между гофрами, причем уплотняющий профиль должен быть направлен в сторону ближайшего торца трубы. Указанное положение уплотняющего профиля гарантирует эластичное прилегание кольца к муфте по всему периметру и обеспечивает требуемую надежность соединения. Для облегчения монтажа устанавливают уплотнительное кольцо сначала в нижнюю часть трубы, затем, используя две монтировки, надевают верхнюю часть уплотнительного кольца
(рисунок 10.8)
.
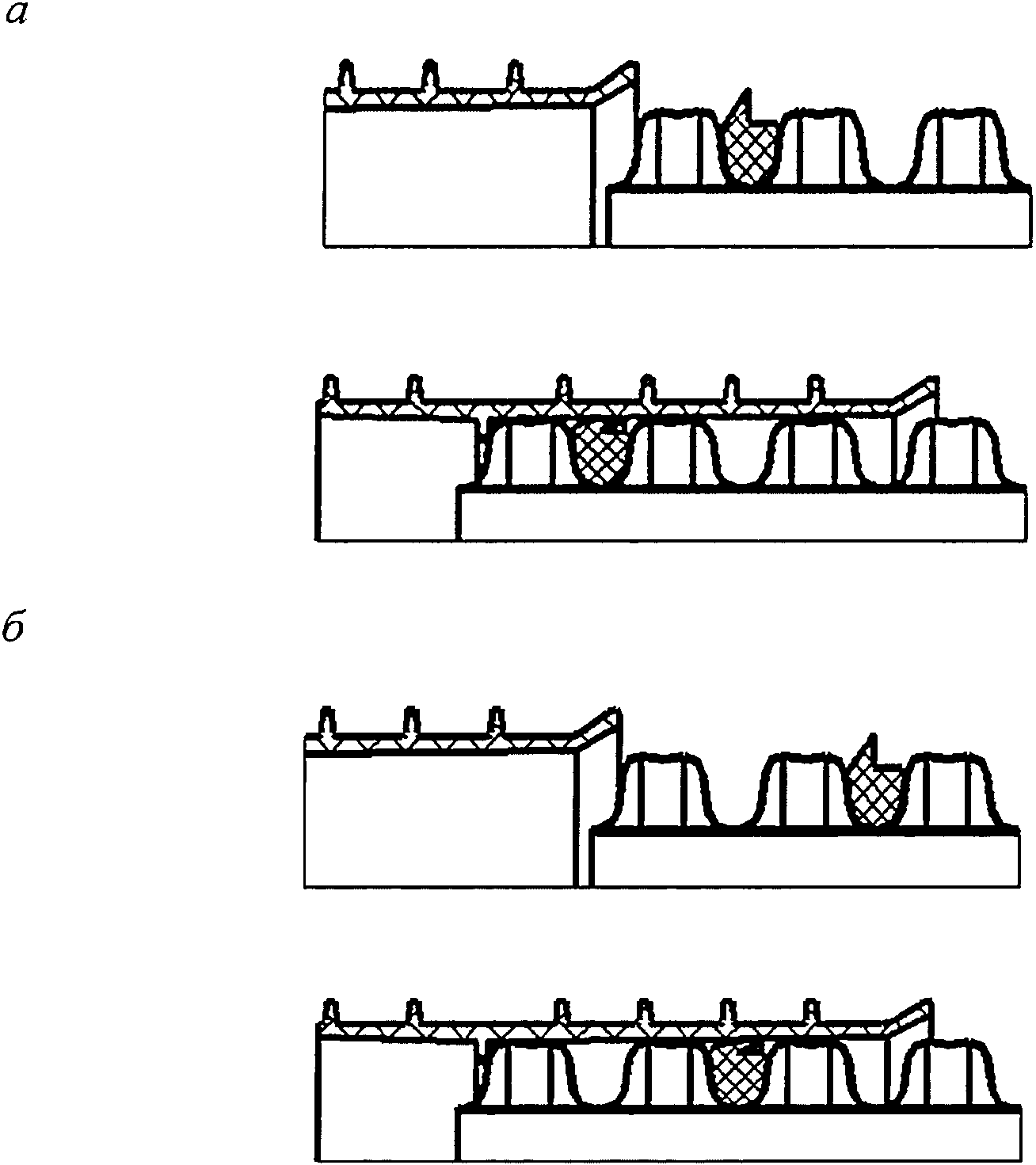
а
- для труб диаметром 250 - 630 мм;
б
- для труб диаметром менее 250 мм

при помощи двух монтировок
10.6.4 Перед установкой муфты, ее внутреннюю поверхность, так же как и наружную поверхность установленного уплотнительного кольца, необходимо покрыть водоотталкивающей смазкой. Для этих целей применяют смазку-лубрикант для монтажа полимерных труб. Запрещается применять для смазки уплотнительных колец и муфт нефте- и маслосодержащие вещества, которые приводят к ухудшению свойств материалов и их преждевременному старению.
10.6.5 Предварительно отмечают на трубе маркером расстояния от начала муфты до предполагаемого упора (т.е. середины муфты) для обеспечения полного захода трубы в муфту.
10.6.6 Ввод конца трубы в раструб муфты проводят с постоянным и одинаково распределенным усилием параллельно оси с обязательным контролем положения уплотнительного кольца. Для этого можно воспользоваться строительной техникой и инструментом.
10.6.7 При частичном перемещении уплотнительного кольца в следующую впадину между гофрами, замятии и/или перехлесте необходимо приостановить процесс монтажа и вернуть уплотнительное кольцо обратно в исходное положение.
10.6.8 При установке муфт не допускается применение любых ударных воздействий, которые могут привести к повреждениям муфты и уплотнительного кольца.
10.7 При необходимости для обеспечения проектного положения труб проводят балластировку трубопроводов с помощью различных пригрузов, при этом пригрузы не должны быть расположены в местах соединения труб и перекрывать дренажные отверстия.
10.8 Гидравлические испытания дренажных труб не проводят. Качество монтажа контролируют в процессе сборки трубопровода. При этом обеспечивается соответствие монтируемого трубопровода проекту: его прямолинейность достигается с помощью материала обсыпки, который служит им фиксатором, а уклон контролируется нивелиром.
10.9 Перед сдачей дренажа в эксплуатацию следует тщательно промыть горизонтальную дренажную трубу, освободить от посторонних предметов и грунта смотровые колодцы.
10.10 Дренажные трубы промывают сильной струей воды, подаваемой из водопровода или автоцистерны, для освобождения дренажных труб от внесенных частиц грунта.
11.1 На территории производства работ по прокладке и эксплуатации трубопроводов из полимерных материалов следует соблюдать нормативы по охране окружающей природной среды на основе экологически безопасных технических решений, предусмотренных проектной документацией.
11.2 Применительно к использованию, транспортированию и хранению труб, соединительных деталей, колодцев и емкостей из полимерных материалов специальные требования к охране окружающей среды не предъявляют.
11.3 Трубы, соединительные детали, колодцы и емкости из ПЭ, ПП-Б, НПВХ и ПВХ-О не выделяют в окружающую среду токсичных веществ и не оказывают при непосредственном контакте вредного воздействия на организм человека, работа с ними не требует применения средств индивидуальной защиты.
11.4 Территория по завершении строительства трубопроводной сети должна быть очищена и восстановлена в соответствии с проектом. Отходы от строительства трубопроводов из полимерных материалов должны быть складированы в отведенных для этого местах в рассортированном виде, удобном для отправки в дальнейшем на предприятия по переработке во вторичное сырье, в соответствии с действующим законодательством Российской Федерации.
Непригодные для вторичной переработки отходы подлежат уничтожению в соответствии с санитарными правилами и нормами, предусматривающими порядок накопления, транспортирования, обезвреживания и захоронения производственных отходов.
11.5 При производстве работ с полимерными материалами необходимо соблюдать правила противопожарной безопасности. При пожаре следует использовать обычные средства пожаротушения.
11.6 Трубы, соединительные детали, колодцы и емкости, которые изготовлены из ПЭ и ПП-Б, относят к группе "горючие", а из НПВХ и ПВХ-О - к группе "трудногорючие" по
ГОСТ 12.1.044
.
Температура воспламенения ПЭ не ниже 300 °C, ПП-Б - не ниже 325 °C, а НПВХ и ПВХ-О - не ниже 300 °C.
В случае пожара тушение проводят огнетушащими составами (средствами), двуокисью углерода, пеной, огнетушащими порошками ПФ, распыленной водой со смачивателем, песком, кошмой (противопожарным полотном). Тушить пожар необходимо в изолирующих противогазах любого типа или фильтрующих противогазах марки М и БКФ и в защитных костюмах.
11.7 Запрещается разводить огонь и проводить огневые работы в непосредственной близости (не ближе 2 м) от изделий из полимерных материалов, герметиков (мастик) и других материалов на строительной площадке и на месте монтажа, а также от бытовок, складов хранить рядом горючие и легковоспламеняющиеся жидкости.
11.8 Необходимо проводить осмотр и контроль сварочного оборудования, а также изоляции электропроводок, работы устройств для механической обработки концов и торцов труб. Результаты проверки должны соответствовать паспортным данным на оборудование.
11.9 Гидравлические и пневматические испытания трубопроводов следует проводить после их надежного закрепления и устройства упоров по их концам и на поворотах.
11.10 Слив воды после проведения испытаний трубопроводов проводят только в места, предусмотренные ППР или согласованные с местными органами власти.
11.11 При монтаже и испытаниях полимерных трубопроводов запрещается прислонять к ним лестницы и стремянки, ходить по трубопроводу. Запрещается обстукивать трубы молотком или оттягивать их от стенок траншеи или строительных конструкций.
НА ЕДИНИЦУ ДЛИНЫ НАПОРНОГО ТРУБОПРОВОДА
А.1 Удельные потери напора на единицу длины напорного трубопровода
i
t
, м/м, при температуре воды
t
, °C, следует определять по формуле
 (А.1)
(А.1)
где
 - коэффициент гидравлического сопротивления по длине трубопровода;
- коэффициент гидравлического сопротивления по длине трубопровода;
V
- средняя скорость движения воды, м/с;
g
- ускорение свободного падения, м/с
2
;
d
- расчетный (внутренний) диаметр трубопровода, м.
А.2 Коэффициент гидравлического сопротивления
 следует определять по формуле
следует определять по формуле
 (А.2)
(А.2)
где
b
- число подобия режимов течения воды;
Re
ф
- фактическое число Рейнольдса;
K
э
- коэффициент эквивалентной шероховатости, м (таблица А.1).
Таблица А.1
Значения коэффициента эквивалентной шероховатости
K
э
для труб из полимерных материалов
|
Тип полимерного трубопровода
|
Коэффициент эквивалентной шероховатости
K
э
, мм
|
|
ПЭ и ПП-Б
|
0,014
|
|
НПВХ и ПВХ-О
|
0,008
|
А.3 Число подобия режимов течения воды
b
определяют по формуле
 (А.3)
(А.3)
(при
b
> 2 следует принимать
b
= 2). Фактическое число Рейнольдса Re
ф
определяют по формуле
 (А.4)
(А.4)
где
 - коэффициент кинематической вязкости чистой воды, м
2
/с (таблица А.2) и сточных вод, м
2
/с
(таблица А.3)
.
- коэффициент кинематической вязкости чистой воды, м
2
/с (таблица А.2) и сточных вод, м
2
/с
(таблица А.3)
.
Таблица А.2
|
Температура воды, °C
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
|
|
1,67
|
1,62
|
1,57
|
1,52
|
1,47
|
1,43
|
1,39
|
1,35
|
1,31
|
1,27
|
1,24
|
1,21
|
|
Температура воды, °C
|
14
|
15
|
16
|
17
|
18
|
19
|
20
|
21
|
22
|
23
|
24
|
25
|
|
|
1,18
|
1,15
|
1,12
|
1,09
|
1,06
|
1,03
|
1,01
|
0,98
|
0,96
|
0,94
|
0,92
|
0,90
|
Таблица А.3
|
Температура сточной воды, °C
|
Коэффициент,
|
|||||
|
100
|
200
|
300
|
400
|
500
|
600
|
|
|
2
|
2,17
|
2,67
|
3,17
|
3,67
|
4,17
|
4,67
|
|
3
|
1,83
|
2,05
|
2,27
|
2,49
|
2,71
|
2,93
|
|
4
|
1,68
|
1,80
|
1,92
|
2,04
|
2,16
|
2,28
|
|
5
|
1,60
|
1,68
|
1,76
|
1,84
|
1,92
|
2,00
|
|
6
|
1,52
|
1,58
|
1,63
|
1,69
|
1,74
|
1,80
|
|
7
|
1,46
|
1,50
|
1,64
|
1,58
|
1,62
|
1,67
|
|
8
|
1,42
|
1,45
|
1,48
|
1,51
|
1,54
|
1,58
|
|
9
|
1,37
|
1,40
|
1,42
|
1,45
|
1,47
|
1,49
|
|
10
|
1,33
|
1,35
|
1,37
|
1,39
|
1,41
|
1,43
|
|
11
|
1,29
|
1,30
|
1,32
|
1,34
|
1,35
|
1,37
|
|
12
|
1,25
|
1,27
|
1,28
|
1,30
|
1,31
|
1,32
|
|
13
|
1,22
|
1,23
|
1,25
|
1,26
|
1,27
|
1,28
|
|
14
|
1,18
|
1,19
|
1,20
|
1,21
|
1,22
|
1,23
|
|
15
|
1,15
|
1,16
|
1,17
|
1,18
|
1,18
|
1,19
|
|
16
|
1,12
|
1,13
|
1,13
|
1,14
|
1,15
|
1,16
|
|
17
|
1,10
|
1,10
|
1,11
|
1,12
|
1,12
|
1,13
|
|
18
|
1,07
|
1,07
|
1,08
|
1,08
|
1,09
|
1,10
|
|
19
|
1,04
|
1,04
|
1,05
|
1,05
|
1,06
|
1,06
|
|
20
|
1,02
|
1,02
|
1,02
|
1,03
|
1,04
|
1,04
|
|
21
|
1,00
|
1,00
|
1,00
|
1,01
|
1,01
|
1,02
|
|
22
|
0,96
|
0,97
|
0,97
|
0,98
|
0,98
|
0,98
|
|
23
|
0,94
|
0,95
|
0,95
|
0,96
|
0,96
|
0,96
|
|
24
|
0,92
|
0,93
|
0,93
|
0,93
|
0,94
|
0,94
|
|
25
|
0,90
|
0,91
|
0,91
|
0,91
|
0,92
|
0,92
|
А.4 Число Рейнольдса, соответствующее началу квадратичной области гидравлических сопротивлений при турбулентном движении воды, определяют по формуле
 (А.5)
(А.5)
БЕЗНАПОРНЫХ ТРУБОПРОВОДОВ
Б.1 Уклон безнапорного трубопровода следует определять по формуле
 (Б.1)
(Б.1)
где
 - коэффициент гидравлического сопротивления трубопровода (канала);
- коэффициент гидравлического сопротивления трубопровода (канала);
V
- средняя скорость течения сточной воды, м/с;
b
- безразмерный показатель степени, характеризующий режим турбулентного течения жидкости - переходный
(b
< 2) или квадратичный
(b
= 2). При
b
> 2 следует принимать
b
= 2;
g
- ускорение свободного падения, м/с
2
;
R
- гидравлический радиус потока, м; принимают по
таблице Б.1
в зависимости от наполнения.
Б.2 Коэффициент гидравлического сопротивления трубопровода (канала)
 следует определять по формуле
следует определять по формуле
 (Б.2)
(Б.2)
где
 - эмпирический показатель степени, зависящий от
K
э
, определяемый по формуле
- эмпирический показатель степени, зависящий от
K
э
, определяемый по формуле
 (Б.3)
(Б.3)
R
п
- гидравлический радиус потока при полном наполнении трубопровода, м.
Б.3 Безразмерный показатель степени
b
, характеризующий режим турбулентного течения жидкости, определяют по формуле
 (Б.4)
(Б.4)
Б.3.1 Число Рейнольдса, соответствующее началу квадратичной области гидравлических сопротивлений при турбулентном движении воды, определяют по формуле
 (Б.5)
(Б.5)
Б.3.2 Фактическое число Рейнольдса Re
ф
определяют по формуле
 (Б.6)
(Б.6)
где
 - коэффициент кинематической вязкости сточной воды, м
2
/с. При концентрации взвешенных веществ менее 100 мг/л следует принимать по
таблице А.2
, в иных случаях - по
таблице А.3
.
- коэффициент кинематической вязкости сточной воды, м
2
/с. При концентрации взвешенных веществ менее 100 мг/л следует принимать по
таблице А.2
, в иных случаях - по
таблице А.3
.
Б.4 Среднюю скорость течения сточной воды при неполном наполнении трубопровода (канала) определяют по формуле
 (Б.7)
(Б.7)
где
V
п
- средняя скорость течения сточной воды при полном наполнении трубопровода, м/с;
R
н
,
R
п
- гидравлические радиусы потока при неполном и полном наполнении трубопровода, м. Значение отношения
R
н
/
R
п
может быть принято в зависимости от наполнения по
таблице Б.1
.
Б.5 Расход сточных вод определяют по формуле
 (Б.8)
(Б.8)
где
 - живое сечение потока сточных вод при данном наполнении трубопровода, м
2
.
- живое сечение потока сточных вод при данном наполнении трубопровода, м
2
.
Живое сечение потока сточных вод в зависимости от наполнения трубопровода может быть определено по формуле
 (Б.9)
(Б.9)
где
 принимают согласно таблице Б.1.
принимают согласно таблице Б.1.
Таблица Б.1
в зависимости от наполнения
|
Наполнение трубопровода
h
/
d
|
Значение гидравлического радиуса потока
R
|
Отношение гидравлических радиусов
R
н
/
R
п
|
|
|
0,1
|
0,0635
|
0,2540
|
0,0409
|
|
0,2
|
0,1206
|
0,4824
|
0,1118
|
|
0,3
|
0,1709
|
0,6836
|
0,1982
|
|
0,4
|
0,2142
|
0,8568
|
0,2934
|
|
0,5
|
0,2500
|
1,0000
|
0,3927
|
|
0,6
|
0,2776
|
1,1104
|
0,4920
|
|
0,7
|
0,2962
|
1,1848
|
0,5872
|
|
0,8
|
0,3042
|
1,2168
|
0,6736
|
|
0,9
|
0,2980
|
1,1920
|
0,7445
|
|
1,0
|
0,2500
|
1,0000
|
0,7854
|
В.1 Прочностной расчет трубопроводов из полимерных материалов сводится к выполнению неравенства:
- для напорных трубопроводов
- для безнапорных трубопроводов

- для дренажных трубопроводов
где
 - деформация материала стенки трубы от внутреннего давления в трубопроводе и воздействия внешних нагрузок на трубопровод;
- деформация материала стенки трубы от внутреннего давления в трубопроводе и воздействия внешних нагрузок на трубопровод;
В.2 Значение
 может быть определено по формуле
может быть определено по формуле
 (В.4)
(В.4)
где
 - относительное укорочение вертикального диаметра трубы в грунте, устанавливается как предельно допустимое значение
- относительное укорочение вертикального диаметра трубы в грунте, устанавливается как предельно допустимое значение
 (В.5)
(В.5)
где
 - относительное укорочение вертикального диаметра трубы под действием грунтовой нагрузки;
- относительное укорочение вертикального диаметра трубы под действием грунтовой нагрузки;
Таблица В.1
Определение относительного укорочения диаметра трубы
|
G
0
оболочек трубы, Па
|
|
||
|
до 0,85
|
0,85 - 0,95
|
более 0,95
|
|
|
До 276 000
|
0,06
|
0,04
|
0,03
|
|
276 000 - 290 000
|
0,04
|
0,03
|
0,02
|
|
Больше 290 000
|
0,02
|
0,02
|
0,01
|
 (В.6)
(В.6)
где
E
гр
- модуль деформации грунта в пазухах траншеи, МПа;
 (В.7)
(В.7)
здесь
 - удельный вес грунта, кН/м
3
;
- удельный вес грунта, кН/м
3
;
H
тр
- глубина засыпки трубопровода, считая от поверхности земли до уровня горизонтального диаметра, м;
G
0
- кратковременная кольцевая жесткость оболочки трубы, МПа, определяемая по формуле
 (В.8)
(В.8)
здесь
E
0
- кратковременный модуль упругости при растяжении материала трубы, МПа;
I
- момент инерции сечения гладкой трубы на единицу длины, определяемый по формуле
 (В.9)
(В.9)
здесь
s
- толщина стенки трубы, для профилированных труб определяется эквивалентная толщина стенки трубы
 (В.10)
(В.10)
Момент инерции сечения профилированной трубы по теоретической формуле кольцевой жесткости
 (В.11)
(В.11)
где
SN
- кольцевая жесткость трубы, кН/м
2
;
D
вн
- внутренний диаметр трубы, мм.
 (В.12)
(В.12)
где
q
Т
- транспортная нагрузка, принимаемая по справочным данным для гусеничного, колесного и другого транспорта, МПа;
n
- коэффициент, учитывающий глубину заложения трубопровода, при
H
< 1
n
= 0,5, при
H
> 1
n
= 1;
K
ок
- коэффициент, учитывающий процесс округления овализированной трубы под действием внутреннего давления воды в водопроводе,
P,
МПа:
 (В.13)
(В.13)
где
q
с
- суммарная внешняя нагрузка на трубопровод, МПа:
q
с
=
q
гр
+
q
Т
. (В.14)
Для гладких труб деформацию стенки от действия внутреннего и внешнего давления определяют по соотношениям
 (В.15)
(В.15)
где
E
0
- кратковременное значение модуля упругости при растяжении материала трубы, МПа.
Для безнапорных труб со структурированной стенкой значение наибольшей деформации внутреннего гладкого слоя трубы определяют по формуле
 (В.16)
(В.16)
где
N
и
M
- интенсивности нормального усилия, Н/мм, и момента, Н/мм, в стенке трубы соответственно;
Вычисление внутренних силовых факторов
N
,
M
проводят по формулам
 (В.17)
(В.17)
 (В.18)
(В.18)
где параметр
 ;
C
i
,
;
C
i
,
 - постоянные, определяемые по формулам:
- постоянные, определяемые по формулам:
;
C
i
,
 (В.19)
(В.19)
 (В.20)
(В.20)
 (В.21)
(В.21)
где
t
* - шаг гофра, мм;
E
0г
- кратковременный модуль упругости материала внешнего структурированного слоя трубы, МПа;
l
* - ширина выступа гофра, мм;
 (В.22)
(В.22)
 (В.23)
(В.23)
 (В.24)
(В.24)
 (В.25)
(В.25)
Предельные деформации стенки трубы определяют по формулам:
 (В.26)
(В.26)
 (В.27)
(В.27)
где
 - кратковременная расчетная прочность при растяжении материала трубы, МПа;
- кратковременная расчетная прочность при растяжении материала трубы, МПа;
Если в результате расчетов значение левой части
выражения (В.1)
для напорных труб или
(В.2)
для безнапорных труб, или
(В.3)
для дренажных труб будет больше 1, то следует повторить расчеты при других характеристиках материала труб или укладки трубопровода.
Далее проверяют устойчивость оболочки трубы против действия сочетания нагрузок - грунтовые
q
гр
, транспортные
q
т
и от грунтовых вод
Q
гв
, а также от возможного возникновения вакуума
Q
вак
в трубопроводе (вакуум может образоваться только в напорном режиме).
Для дренажных сетей применяют выражения:
 (В.28)
(В.28)
 (В.29)
(В.29)
где
H
гв
- уровень грунтовых вод над верхом трубы, м;
 (В.30)
(В.30)
Таблица В.2
Определение коэффициентов для прочностного расчета
|
Наименование коэффициента
|
Обозначение
|
Значение коэффициента
|
|
Коэффициент запаса, учитывающий вид перфорации в стенках трубы
|
K
з.д
|
При круговом отверстии в гладкостенной трубе - 2,3; щелевом отверстии со скругленными углами (соотношение сторон 8:1, например 25 на 3) - 1,3; для гофрированных труб при перфорации по впадинам допускается принимать коэффициент запаса 1,1; для других условий
K
з.д
принимают по нормативным документам
|
|
Коэффициент, учитывающий качество уплотнения постели грунта
|
|
При тщательном контроле - 0,75, при периодическом контроле - 1, при отсутствии контроля - 1,5
|
|
Коэффициент запаса на овальность поперечного сечения трубы
|
|
1,0 - для напорных и самотечных трубопроводов и 2 - для дренажных трубопроводов
|
|
Коэффициент, учитывающий запаздывание овализации сечения трубы во времени
|
|
Допускается принимать значения от 1 до 1,5. Рекомендуемое значение для расчетов - 1,25
|
|
Коэффициент прогиба, учитывающий качество подготовки ложа и уплотнения
|
K
w
|
При тщательном контроле - 0,09, при периодическом контроле - 0,11, при отсутствии контроля - 0,13
|
|
Коэффициент, учитывающий влияние грунта засыпки на овализацию трубы
|
K
гр
|
Допускается принимать равным 0,06
|
|
Коэффициент, учитывающий влияние кольцевой жесткости на овализацию трубы
|
K
ж
|
Допускается принимать равным 0,15
|
|
Коэффициент уплотнения грунта
|
K
у
|
Рекомендуется принимать не менее 0,92. При значении
K
у
>= 0,95 в расчетах допускается принимать 1
|
|
Коэффициент, учитывающий процесс округления овализованной трубы под действием внутреннего давления в трубопроводе
|
K
ок
|
Для безнапорных трубопроводов равен 1
|
|
Коэффициент запаса
|
K
з
|
Приведен в нормативных документах
|
|
Коэффициент, учитывающий влияние засыпки грунта на устойчивость оболочки
|
K
у.г
|
Допускается принимать 0,5, а для соотношения
Q
гв
/
q
Т
- равным 0,07
|
|
Коэффициент, учитывающий овальность поперечного сечения трубопровода
|
K
ов
|
При

|
|
Коэффициент запаса на устойчивость оболочки к действию внешних нагрузок
|
K
з.у
|
Допускается принимать равным 3
|
|
Коэффициент, учитывающий глубину заложения трубопровода до верха трубы
|
n
|
При
H
< 1
n =
0,5, при
H
> 1 м
n =
1
|
Таблица В.3
Характеристика грунтов засыпки пазух траншеи
|
Категория грунта
|
Наименование грунта
|
Удельный вес грунта
|
Модуль деформации грунта засыпки
E
гр
, МПа, при степени уплотнения
|
|||
|
0,85
|
0,92
|
0,95
|
0,98
|
|||
|
Г-I
|
Гравелистые пески, крупные и средней крупности
|
17
|
5
|
8
|
16
|
26
|
|
Г-II
|
Мелкие пески
|
17,5
|
3,5
|
6
|
12
|
18
|
|
Г-III
|
Пылеватые пески, супеси
|
18
|
2,5
|
5
|
7,5
|
10
|
|
Г-IV
|
Полутвердые, тугомягкие и текучепластичные суглинки
|
18
|
2
|
3,5
|
5,5
|
8
|
|
Г-V
|
Твердые супеси и суглинки
|
18,5
|
1,5
|
2,5
|
5
|
7,5
|
|
Г-VI
|
Глины
|
19
|
0,9
|
1,2
|
2,5
|
3,5
|
Г.1 Прочностной расчет колодцев из полимерных материалов сводится к выполнению неравенства
 (Г.1)
(Г.1)
где
K
s
- коэффициент запаса по нагрузке от веса грунта, принимают равным 1,2;
K
w
- коэффициент запаса по нагрузке от давления грунтовых вод, принимают равным 1,1;
K
g
- коэффициент запаса по нагрузке от транспорта, принимают равным 1;
R
- радиус шахты колодца;
S
- толщина стенки шахты колодца;
m
- коэффициент условий работы колодца принимают в диапазоне 0,8 - 1;
Данное неравенство должно быть справедливым как для низа шахты, так и для верха.
Г.2 Расчет низа шахты
Расчет активного горизонтального давления грунта
 (Г.2)
(Г.2)
где
h
- высота шахты колодца;
Определение давления от транспорта
P
hg
=
g
m
/
(a
·
b)
, (Г.3)
где
g
m
- нагрузка от транспорта.
Определение длины участка воздействия транспортной нагрузки
a
= 3,8 + 2(
h
1
+
h
)·tg
Q
, (Г.4)
где
h
1
- высота горловины;
Q
- угол наклона плоскости скольжения грунта к вертикали
 (Г.5)
(Г.5)
где
 - угол внутреннего трения грунта засыпки.
- угол внутреннего трения грунта засыпки.
Определение ширины участка воздействия транспортной нагрузки
b
= 3,5 + 2(
h
1
+
h
)tg
Q
. (Г.6)
Определение давления от грунтовых вод
 (Г.7)
(Г.7)
где
 - объемный вес воды;
- объемный вес воды;
h
в
- уровень грунтовых вод, с учетом горловины.
Г.3 Расчет верха шахты
Расчет активного горизонтального давления грунта
 (Г.8)
(Г.8)
где
h
1
- высота горловины;
Определение давления от транспорта
P
hg
=
q
т
/
ab
, (Г.9)
где
q
т
- транспортная нагрузка, принимаемая по справочным данным для гусеничного, колесного и другого транспорта, МПа.
Определение длины участка воздействия транспортной нагрузки
a
= 3,8 + 2
h
1
tg
Q
, (Г.10)
где
h
1
- высота горловины;
Q
- угол наклона плоскости скольжения грунта к вертикали.
Определение ширины участка воздействия транспортной нагрузки
b
= 3,5 + 2
h
1
tg
Q
. (Г.11)
Определение давления от грунтовых вод
 (Г.12)
(Г.12)
где
 - объемный вес воды;
- объемный вес воды;
h
в1
- уровень грунтовых вод, без учета горловины.
КОЛОДЦЕВ И ЕМКОСТЕЙ
Д.1 Расчет трубопровода на всплытие
Расчет трубопровода на всплытие сводится к выполнению неравенства:
F
гр
+
F
вт
>=
F
А
, (Д.1)
где
F
гр
- сила давления грунта, Н;
F
вт
- сила от массы трубы, Н;
F
А
- сила всплытия трубы (сила Архимеда), Н.

D
,
E
,
H
,
h
- см. формулы (Д.2) и (Д.3)
Рисунок Д.1 -
Расчетная схема
Высоту перекрытия трубы, м, рассчитывают по формуле
h
=
DK
, (Д.2)
где
D
- наружный диаметр трубы, м;
 (Д.3)
(Д.3)
здесь
H
- глубина заложения, м;
E
- уровень грунтовых вод, м.
Если расчетный
K
> 1, принимают
K
= 1. Рассчитываемый коэффициент характеризует процент площади сечения трубы, находящейся ниже зоны грунтовых вод.
Силу давления грунта, Н, рассчитывают по формуле
 (Д.4)
(Д.4)
(формула Д.4 в ред.
Изменения N 1
, утв. Приказом
Минстроя России от 30.05.2022 N 430/пр)
где
 - удельный вес грунта, т/м
3
;
- удельный вес грунта, т/м
3
;
g
- ускорение свободного падения, м/с
2
.
Силу всплытия (силу Архимеда), Н·м, рассчитывают по формулам:
- для незаполненных труб
 (Д.5)
(Д.5)
- для заполненных труб
 (Д.6)
(Д.6)
где
d
- внутренний диаметр трубы, м.
Силу от массы трубы, Н·м, рассчитывают по формуле
F
вт
=
mg
, (Д.7)
где
m
- масса 1 пог. м трубы, кг.
Вывод:
F
гр
+
F
вт
>=
F
А
- трубопровод устойчив;
F
гр
+
F
вт
<
F
А
- трубопровод всплывет.
Д.2 Расчет колодцев на всплытие (в том числе емкостей вертикального исполнения)
Расчет колодцев на всплытие сводится к определению массы якоря
m
я
по формуле
m
я
=
m
я.т
k
, (Д.8)
где
m
я.т
- масса якоря теоретическая, кг;
k
- коэффициент запаса, принимают
k
= 1,25.
Теоретическую массу якоря определяют по формуле
 (Д.9)
(Д.9)
где
F
А
- сила Архимеда, Н;
F
тр
- сила трения, Н;
F
к
- вес колодца, Н;
F
пл
- вес плиты, Н.
Силу Архимеда рассчитывают по формуле
 (Д.10)
(Д.10)
где
 - плотность воды кг/м
3
;
- плотность воды кг/м
3
;
D
- наружный диаметр, м;
H
- высота колодца, погруженная в воду, м.
Силу трения рассчитывают по формуле
 (Д.11)
(Д.11)
где
 - удельный вес грунта, кг/м
3
;
- удельный вес грунта, кг/м
3
;
h
- глубина колодца, м;
Вес колодца рассчитывают по формуле
F
к
=
m
к
g
. (Д.12)
Вес плиты рассчитывают по формуле
F
пл
=
m
о.п
g
, (Д.13)
где
m
о.п
- масса опорной плиты.
Таблица Д.1
|
Нормальный
|
Водонасыщенный
|
|
Песок
|
|
|
35
|
25
|
|
Гравий/щебень
|
|
|
45
|
30
|
|
Супеси
|
|
|
32
|
18
|
|
Суглинки
|
|
|
30
|
16
|
|
Глина
|
|
|
25
|
10
|
Д.3 Расчет емкостей на всплытие (горизонтальное исполнение)
Расчет емкости на всплытие сводится к выполнению неравенства
F
гр
+
F
ве
>=
F
А
, (Д.14)
где
F
гр
- сила давления грунта, Н;
F
ве
- сила от массы емкости, Н;
F
А
- сила всплытия емкости (сила Архимеда), Н.

Рисунок Д.2 -
Расчетная схема
Условие устойчивости имеет вид
F
гр
+
F
ве
>=
F
А
. (Д.15)
Высоту перекрытия емкости, м, рассчитывают по формуле
h
=
DK
, (Д.16)
где
D
- наружный диаметр емкости, м;
 (Д.17)
(Д.17)
здесь
H
- глубина заложения, м;
E
- уровень грунтовых вод, м.
Если расчетный
К >
1, принимают
К =
1. Рассчитываемый коэффициент характеризует процент площади сечения емкости, находящейся ниже зоны грунтовых вод.
Силу давления грунта, Н, рассчитывают по формуле
 (Д.18)
(Д.18)
где
 - удельный вес грунта, т/м
3
;
- удельный вес грунта, т/м
3
;
l
- длина емкости, м;
g
- ускорение свободного падения, м/с
2
.
Силу всплытия (силу Архимеда), Н·м, рассчитывают по формулам:
- для незаполненных емкостей
 (Д.19)
(Д.19)
- для заполненных емкостей
 (Д.20)
(Д.20)
где
d
- внутренний диаметр емкости, м.
Силу от массы емкости, Н·м, рассчитывают по формуле:
F
в.е
=
mgl
, (Д.21)
где
m
- масса 1 пог. м емкости, кг.
Вывод:
F
гр
+
F
ве
>=
F
А
- емкость устойчива;
F
гр
+
F
ве
<
F
А
- емкость всплывет.
Акт входного контроля напорных полиэтиленовых труб
для водоснабжения и водоотведения
Наименование объекта: _____________________ Дата: "___" _________ 20__ г.
___________________________________________ Кол-во труб _________________
(область, район, населенный пункт)
Заказчик: __________________________ Поставщик: _________________________
|
Маркировка трубы
|
Маркировка нечитаема/отсутствует
|
|||||||||||||||||||
|
Производитель: ___________________
|
Дата выпуска: "__" ________________ 20__ г.
|
|||||||||||||||||||
|
Назначение труб:
|
питьевые
|
технические
|
иные
|
|||||||||||||||||
|
Материал труб:
|
ПЭ 100
|
ПЭ 100-RC
|
ПЭ 80
|
иной
|
||||||||||||||||
|
Номинальный диаметр, DN ______
|
SDR _____
|
Номер партии __________
|
||||||||||||||||||
|
Сопроводительная документация
|
||||||||||||||||||||
|
Накладная N _____________
|
Дата приобретения: "___" _____________ 20__ г.
|
|||||||||||||||||||
|
Номер паспорта __________
|
Размер партии ______ м
|
Марка сырья ____________
|
||||||||||||||||||
|
Нормативная документация на трубу:
|
ГОСТ _______
|
ТУ ________________
|
||||||||||||||||||
|
Номер сертификата соответствия _________________
|
Сертификат отсутствует
|
|||||||||||||||||||
|
Номер свидетельства о государственной регистрации ______
|
СГР отсутствует
|
|||||||||||||||||||
|
Входной контроль
Внешний вид
|
Количество отобранных образцов _______ шт.
|
|||||||||||||||||||
|
Цвет наружной поверхности
|
черный глянцевый
|
черный матовый
|
синий
|
|||||||||||||||||
|
|
серый
|
иной (указать): _________
|
||||||||||||||||||
|
Цвет и наличие полос
|
синие
|
желтые
|
нет полос
|
полосы иного цвета
|
||||||||||||||||
|
Дефекты (при наличии)
|
вздутие, трещины, раковины
|
сквозные пробоины
|
||||||||||||||||||
|
|
царапины, сколы глубиной ______ мм
|
неравномерная окраска
|
||||||||||||||||||
|
иные дефекты (описать) ____________________________________________________
|
||||||||||||||||||||
|
Инструментальный контроль
|
Температура проведения измерений _____ °C
|
|||||||||||||||||||
|
N проб
|
средний наружный диаметр, мм
|
толщина стенки, мм
|
длина отрезка, м
|
|||||||||||||||||
|
мин
|
средняя
|
|||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
||||||||||||||||
Заключение
По результатам входного контроля партия может быть допущена
до строительства / не может быть допущена до строительства /
нуждается в дополнительных лабораторных испытаниях
для подтверждения соответствия
(ненужное зачеркнуть)
Состав комиссии
|
Организация
|
Должность
|
Подпись
|
ФИО
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ, КОЛОДЦЕВ И ЕМКОСТЕЙ
Ж.1 Трубы допускается транспортировать любым видом транспорта с закрытым или открытым кузовом (в крытых или открытых вагонах) с основанием, исключающим провисание труб.
Ж.2 При перевозке труб автотранспортом длина свешивающихся с кузова машины или платформы концов труб не должна превышать 1,5 м.
Ж.3 Транспортирование труб плетевозами не допускается.
Ж.4 Трубы и соединительные детали необходимо оберегать от ударов и механических нагрузок, а их поверхности - от нанесения царапин. При транспортировке следует избегать изгиба труб. Особенно осторожно следует обращаться с трубами и деталями при низких температурах.
Ж.5 Упаковку деталей при транспортировании в районах Крайнего Севера проводят в соответствии с требованиями
ГОСТ 15846
.
Ж.6 Для погрузочно-разгрузочных работ используют автопогрузчики, краны, тельферы, а также другие грузоподъемные механизмы.
Ж.7 Трубы и соединительные детали следует хранить отдельно по партиям, сортаменту, виду материала. Не допускается при хранении смешивать трубы и детали из полиэтилена различных наименований,
SDR
или
SN.
Ж.8 Заглушки, которые предотвращают попадание грязи в трубы, во время хранения не снимают.
Ж.9 Одиночные трубы для хранения связывают в пакеты массой до 3 т. Из пакетов могут быть сформированы блок-пакеты массой до 5 т.
Ж.10 Длинномерные трубы с
d
n
до 160 мм включительно для хранения сматывают в бухты или наматывают на катушки.
Ж.11 Трубы в пакетах должны храниться на чистой, ровной поверхности и снаружи поддерживаться опорами. В целях безопасности высота уложенных пакетов не должна превышать 3 м.
Ж.12 На складе хранения труб и деталей не допускается проведение газоэлектросварочных и других работ, связанных с применением открытого огня.
Ж.13 Для предохранения штабелей труб от раскатывания крайние трубы необходимо подклинивать. С этой целью можно использовать и другие приемы или средства: упоры-ограждения, сборно-разборные стеллажи и т.п.
Ж.14 Высоту штабеля в зависимости от
SDR
и диаметра труб определяют по таблице Ж.1.
Таблица Ж.1
Нормы складирования труб различных диаметров в отрезках
|
d
n
трубы, мм
|
SDR
|
|||
|
<= 11
|
13,6; 17; 17,6
|
21
|
>= 26
|
|
|
|
Осень-зима (с октября по апрель)
|
|||
|
|
Высота штабелей, м
|
|||
|
<= 225
|
4
|
4
|
3,5
|
3,5
|
|
|
Высота штабелей, рядов труб
|
|||
|
315
|
12
|
12
|
12
|
8
|
|
355
|
11
|
11
|
10
|
7
|
|
400
|
10
|
10
|
9
|
6
|
|
450
|
9
|
9
|
8
|
5
|
|
500
|
8
|
8
|
7
|
5
|
|
560
|
7
|
7
|
6
|
4
|
|
630
|
6
|
6
|
6
|
4
|
|
710
|
5
|
5
|
5
|
4
|
|
800
|
5
|
5
|
5
|
4
|
|
900
|
4
|
4
|
4
|
3
|
|
1000
|
4
|
4
|
4
|
3
|
|
1200
|
3
|
3
|
3
|
3
|
|
1400
|
3
|
3
|
3
|
2
|
|
>= 1600
|
2
|
2
|
2
|
2
|
|
|
Весна-лето (с апреля по июнь)
|
|||
|
|
Высота штабелей, м
|
|||
|
<= 225
|
4
|
3,5
|
2,5
|
2
|
|
|
Высота штабелей, рядов труб
|
|||
|
315
|
12
|
11
|
8
|
6
|
|
355
|
11
|
10
|
7
|
5
|
|
400
|
10
|
9
|
7
|
5
|
|
450
|
9
|
8
|
6
|
4
|
|
500
|
8
|
8
|
6
|
4
|
|
560
|
7
|
7
|
5
|
3
|
|
630
|
6
|
6
|
5
|
3
|
|
710
|
5
|
5
|
4
|
3
|
|
800
|
5
|
5
|
4
|
3
|
|
900
|
4
|
4
|
3
|
3
|
|
1000
|
4
|
4
|
3
|
3
|
|
1200
|
3
|
3
|
3
|
2
|
|
>= 1400
|
2
|
2
|
2
|
2
|
|
|
Лето-осень (с июня по сентябрь)
|
|||
|
|
Высота штабелей, м
|
|||
|
<= 160
|
4
|
3,4
|
2,4
|
1,6
|
|
180
|
4
|
3,4
|
2,4
|
1,5
|
|
200
|
4
|
3,3
|
2,3
|
1,5
|
|
225
|
4
|
3,3
|
2,2
|
1,5
|
|
|
Высота штабелей, рядов труб
|
|||
|
315
|
12
|
11
|
8
|
5
|
|
355
|
11
|
9
|
7
|
5
|
|
400
|
10
|
8
|
6
|
5
|
|
450
|
9
|
7
|
5
|
4
|
|
500
|
8
|
7
|
5
|
4
|
|
560
|
7
|
6
|
5
|
3
|
|
630
|
6
|
6
|
5
|
3
|
|
710
|
5
|
5
|
4
|
3
|
|
800
|
5
|
5
|
4
|
3
|
|
900
|
4
|
4
|
3
|
2
|
|
1000
|
4
|
4
|
3
|
2
|
|
1200
|
3
|
3
|
3
|
2
|
|
>= 1400
|
2
|
2
|
2
|
2
|
Ж.15 Трубы при складировании укладывают в "седло" или послойно с прокладками между ярусами (при укладке пакетов). Бухты хранят уложенными в горизонтальном положении.
Ж.16 Высоту штабеля труб со структурированной стенкой в зависимости от типа и диаметра труб определяют по таблице Ж.2.
Таблица Ж.2
Нормы складирования труб со структурированной стенкой
|
d
n
трубы, мм
|
Тип A с кольцевыми или спиральными полыми секциями
|
Тип B с кольцевым полым профилем
|
Тип B со спиральным полым профилем
|
|
|
Высота штабелей, м
|
||
|
<= 400
|
-
|
3,5
|
-
|
|
|
Высота штабелей, рядов труб
|
||
|
500
|
-
|
8
|
-
|
|
600
|
-
|
8
|
-
|
|
630
|
-
|
8
|
-
|
|
800
|
5
|
6
|
-
|
|
1000
|
5
|
6
|
-
|
|
1200
|
4
|
6
|
3
|
|
1400
|
4
|
-
|
3
|
|
1500
|
3
|
-
|
3
|
|
1600
|
3
|
-
|
3
|
|
1800
|
3
|
-
|
3
|
|
2000
|
3
|
-
|
3
|
|
2200
|
3
|
-
|
3
|
|
2400
|
2
|
-
|
-
|
|
>= 2600
|
-
|
-
|
2
|
Ж.17 Катушки хранят в вертикальном положении между специальными опорами. Оборудование склада должно обеспечивать безопасность подъема, перемещения и погрузки.
Ж.18 Соединительные детали хранят в закрытых складских помещениях в условиях, исключающих их деформирование, попадание масел и смазок (укладывают в полиэтиленовые мешки), не ближе 1 м от нагревательных приборов, желательно на стеллажах.
Ж.19 Соединительные детали с ЗН хранят в индивидуальных герметичных полиэтиленовых пакетах до момента их использования.
Ж.20 Соединительные детали с приваренными патрубками для сварки встык и сварные соединительные детали допускается хранить на открытом воздухе при условии защиты от повреждений и воздействия прямых солнечных лучей.
Ж.21 При перевозке колодцев необходимо укладывать их на ровную поверхность транспортных средств и предохранять от острых металлических углов и ребер платформы.
Ж.22 При транспортировании модульных колодцев возможна укладка шахт вдоль фуры, поперек шахт сверху следует укладывать бруски и на них укладывать запаллетированные базы колодцев с вложенными в них конусами.
Ж.23 Для предотвращения возникновения овализации шахт колодцев под действием собственного веса при длительном хранении внутри шахты устанавливают деревянные бруски в двух взаимно перпендикулярных плоскостях. Расстояние от торца шахты до первой пары раскосов должно составлять не более 0,3 м.
Ж.24 При проведении погрузки-разгрузки емкостей запрещается проводить захват корпуса емкости и ее комплектующих за патрубки и лестницы. Запрещается подтаскивать (волочить) корпус емкости и ее комплектующих косым натяжением строп.
Ж.25 Укладка корпуса емкости и ее комплектующих при хранении осуществляется на ровные площадки в один ряд. При необходимости допускается использование деревянных призматических прокладок шириной не менее 150 мм, уложенных по всей длине изделия с интервалом не более 1 м. Штабелирование и установка комплектующих емкости одна на другую при хранении не допускаются.
ПОСЛЕ ЕГО УДАЛЕНИЯ
И.1 Дополнительная оценка качества выполненного соединения может осуществляться по требованию заказчика или других контролирующих органов.
И.2 Данный метод допускается применять в следующих случаях:
- выполнение пробных и допускных соединений при выборе сварочных процедур и подборе сварочных параметров;
- выполнение нетиповых, сложных сварочных соединений:
- вертикальные швы;
- соединение протяженных участков сваренного трубопровода и укрупненных узлов;
- при невозможности применения роликовых опор;
- при высоком значении давления перемещения;
- при положительном значении давления перемещения (сварка на наклонной площадке, с уклоном к центру сварочной зоны со стороны подвижной каретки центратора);
- в случае нестабильного микроклимата сварочной зоны, а также при проведении сварки при отрицательной температуре окружающего воздуха;
- при использовании сварочных машин:
- с недостаточной жесткостью центратора (например, при больших зазорах между торцами труб после их подготовки, неравномерным образованием первичного грата, различной шириной сварочного грата);
- с нагревателем, имеющим нестабильное температурное поле (неравномерное образование первичного грата, разная ширина сварочного грата);
- с видимой внешней утечкой жидкости из гидравлической системы или ее нестабильной работой;
- при сварке без укрытия в условиях возможного появления пыли, высокой влажности, осадков;
- в случае выявления недостаточной компетентности сварщика;
- в случае выявления значительного отличия по геометрическим размерам сварочного грата выполненных соединений одним сварщиком на одной сварочной машине;
- дефекты формы сварочного грата:
- значения впадины между валиками грата "
k
" близкое к верхнему или нижнему пределу;
- несоосность сваренных труб;
- наличие одиночных или протяженных пор на поверхности грата (рисунки И.1 и
И.2
).

(механические включения, примеси)
И.3 Сварной шов и снятый грат должны иметь одинаковую маркировку в целях обеспечения их идентификации.
И.4 Следует контролировать правильность срезанного грата для исключения появления сквозных трещин. Неравномерная форма грата указывает на некорректное его удаление или на несовпадение кромок труб более допустимых пределов (рисунок И.3).
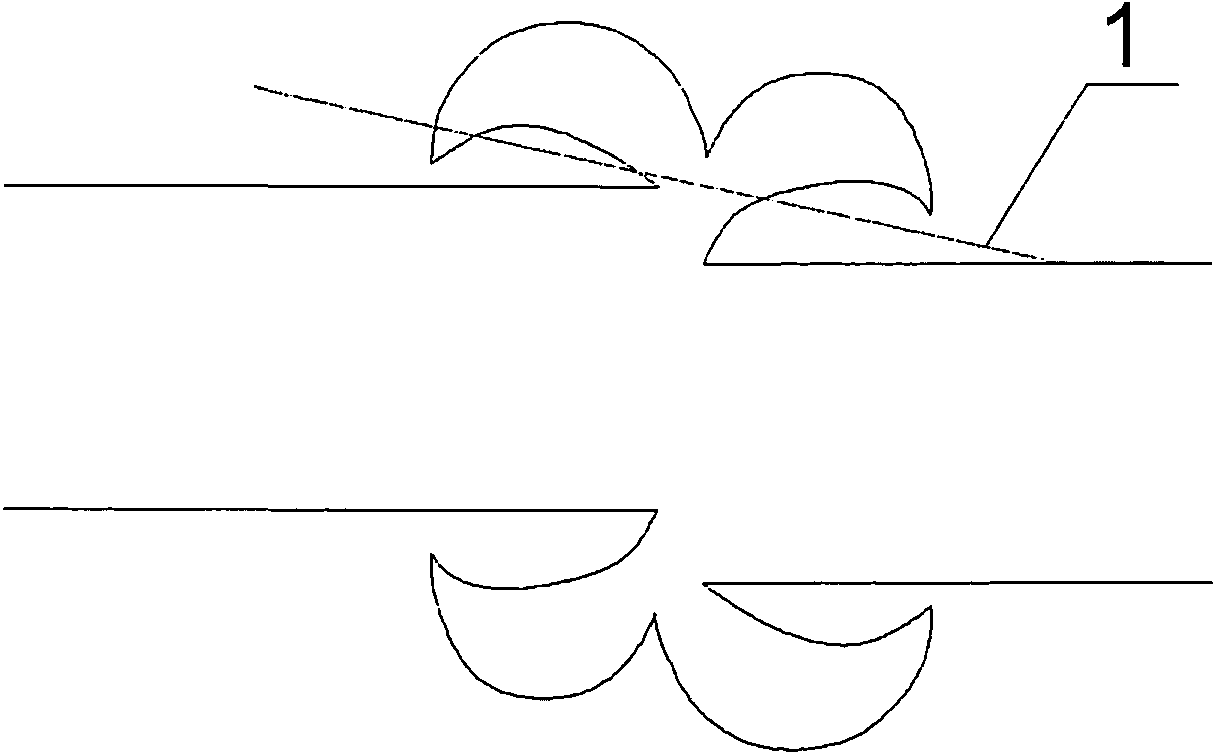
1
- линия реза
Рисунок И.3
- Неравномерная форма грата
при несовпадении кромок
И.5 Внешний сварочный грат рекомендуется удалять (срезать) после полного охлаждения сварного соединения, используя инструмент по срезке грата, на который не должен наносить какие-либо повреждения телу трубы, а также вызывать появления дефектов на внутренней поверхности срезаемого грата.
Рекомендуется применять инструмент серийного заводского изготовления, имеющий документацию, регламентирующую его применение.
И.6 После удаления грата область всего периметра сварочного шва должна быть визуально осмотрена в целях выявления возможного загрязнения сварочного шва, наличия несплавлений, раковин и трещин (рисунки И.4 -
И.6
). Дефекты в виде несплавлений имеют гладкие, как стекло, поверхности, расположенные как в центре сварочного шва, так и в других его зонах.

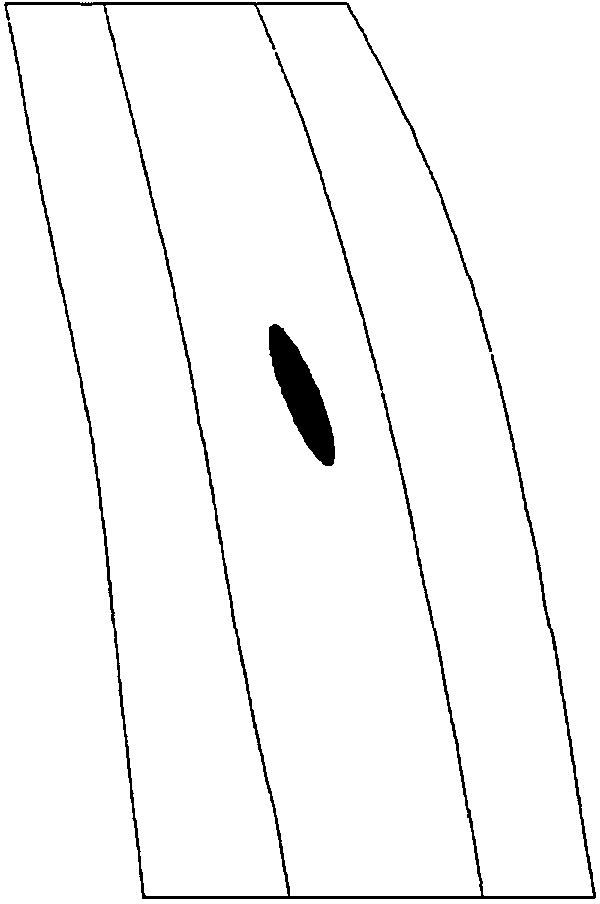
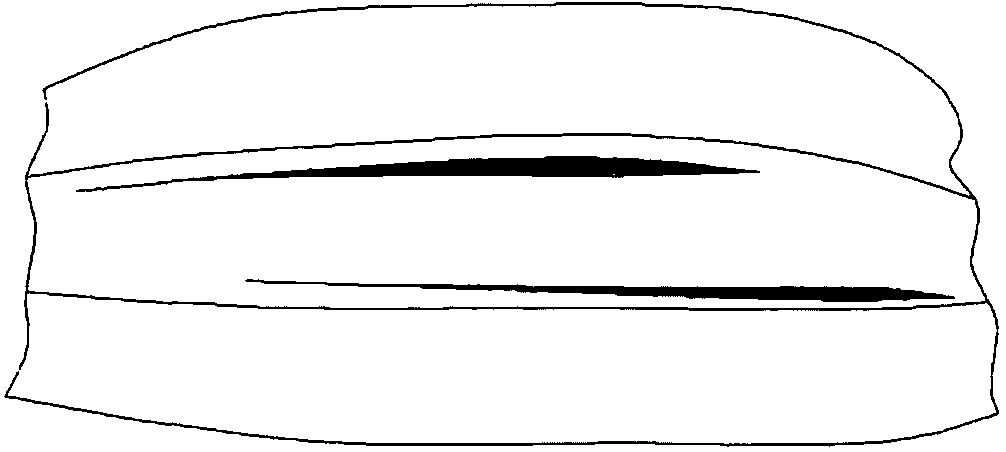
И.7 После визуального осмотра проводят испытание сварочного грата на изгиб с одновременным кручением по всей длине с максимальным шагом 100 мм (рисунок И.7).
Дефектом следует считать расслоение грата на две половинки и наличие гладкой поверхности в месте расслоения.
При повторном появлении дефекта на срезанном грате следующих соединений необходимо остановить сварочные работы до выявления и устранения причин возникновения данных дефектов.

И.8 Проверку на изгиб внутренней стороной наружу выполняют при невозможности испытания грата на изгиб с одновременным кручением (рисунок И.8).

стороной наружу
И.9 Тестирование грата можно выполнить на специальном устройстве, оказывающим механическое воздействие на грат, в целях проверки его целостности. Типовые дефекты грата, выявленные на специальном диагностическом устройстве, представлены на рисунках И.9 и
И.10
.
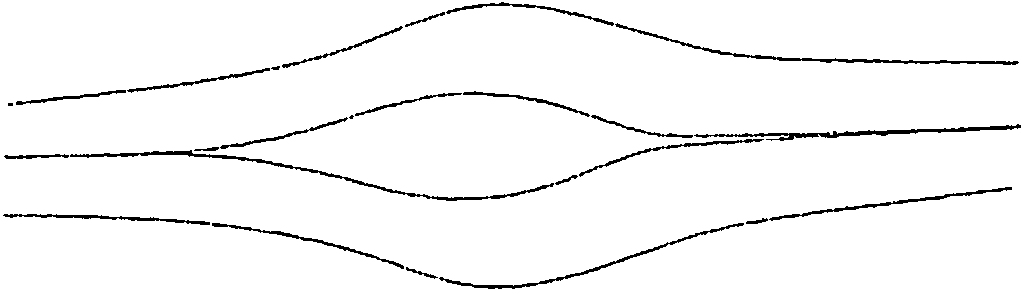
диагностическом устройстве
диагностическом устройстве
И.10 Виды дефектов, которые можно выявить на снятом грате, приведены в таблице И.1.
Таблица И.1
Описание дефектов на снятом грате и их оценка
|
Описание дефекта
|
Оценка
|
Рисунок
|
|
Загрязнения сварочного шва, как и внутренней стороны грата
|
Не допускаются
|
|
|
Несплавления, любые трещины, расположенные в сварочном шве или грате
|
Не допускаются
|
|
|
Надрезы, трещины, несплавления в подгратовой области
|
Не допускаются
|
|
|
Любые сквозные несплавления грата, выявленные при его испытании на изгиб с одновременным кручением
|
Не допускаются
|
|
|
Несплавления на внешней стороне грата, выявленные при его испытании на изгиб с одновременным кручением, несквозного характера
|
Допускаются, при подтверждении качества выполняемых соединений другими методами
|
|
|
Несплавления на внутренней стороне грата, выявленные при его тесте на изгиб
|
Не допускаются
|
|
|
Дефекты, выявленные специальным диагностическим устройством
|
Не допускаются
|
|
|
Поры, полости, усадочные раковины, расположенные на сварочном шве
|
Не допускаются
|
|
|
Изменение цвета по центру сварочного шва
|
Допускается при положительной оценке качества грата
|
-
|
АКТ N _____
очистки внутренней полости трубопровода
"___" __________ 20__ г.
Комиссия в составе:
председателя комиссии:
___________________________________________________________________________
(должность, организация, фамилия, инициалы)
членов комиссии:
___________________________________________________________________________
(должность, организация, фамилия, инициалы)
___________________________________________________________________________
___________________________________________________________________________
Адрес объекта:
___________________________________________________________________________
Очистка внутренней полости ___________________________________ трубопровода
(материал трубопровода)
диаметром _________ мм была произведена на участке от _____________________
до ________________________ общей протяженностью _______________________ м.
Очистка выполнена _________________________________________________________
(продувкой водовоздушной смесью/протягиванием очистного
устройства
<*>
гидродинамической прочисткой)
в соответствии с требованиями
___________________________________________________________________________
(указать нормативный документ)
проекта организации строительства, проекта производства работ, специальной
рабочей инструкции, согласованной и утвержденной "__" __________ 20__ г.
--------------------------------
устройства необходимо указать тип очистного устройства.
Очистка внутренней полости трубопровода проводилась до выхода
___________________________________________________________________________
___________________________________________________________________________
[струи незагрязненного воздуха, воды и (или) очистного устройства]
Заключение комиссии:
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Акт составил _______________ ______________________ _______________________
(должность) (личная подпись) (инициалы, фамилия)
"___" _______________ 20___ г.
Представитель эксплуатационной организации
_______________________ ________________________ __________________________
(должность) (личная подпись) (инициалы, фамилия)
"___" _______________ 20___ г.
Производитель работ
_______________________ ________________________ __________________________
(должность) (личная подпись) (инициалы, фамилия)
"___" _______________ 20___ г.
УЧАСТКА ТРУБОПРОВОДА
АКТ N _____
проведения работ по телеинспекции участка трубопровода
после реверсии полиэтиленовых труб
Адрес объекта:
___________________________________________________________________________
Организация - производитель работ _________________________________________
Дата обследования "___" _____________ 20___ г.
Номер участка __________________________________________________
Длина участка __________________________________________________
Диаметр трубы __________________________________________________
Технология протяжки _______________________________________________________
___________________________________________________________________________
В результате обследования были выявлены
<*>
/не были выявлены дефекты:
(нужное подчеркнуть)
Приложение: эскиз/фотоматериалы дефектов
<*>
Акт составил
_______________________ ________________________ __________________________
(должность) (личная подпись) (инициалы, фамилия)
"___" _______________ 20___ г.
Производитель работ
_______________________ ________________________ __________________________
(должность) (личная подпись) (инициалы, фамилия)
"___" _______________ 20___ г.
Представитель эксплуатационной организации
_______________________ ________________________ __________________________
(должность) (личная подпись) (инициалы, фамилия)
"___" _______________ 20___ г.
--------------------------------
месторасположение, а также возможность исправления.
[1] Единые санитарно-эпидемиологические и гигиенические
требования
к продукции (товарам), подлежащей санитарно-эпидемиологическому надзору (контролю). Утверждены решением Комиссии Таможенного союза от 28 мая 2010 г. N 299
[2]
СП 42-101-2003
Общие положения по проектированию и строительству газораспределительных систем из металлических и полиэтиленовых труб